2.2
Checking Sample Program Operation
2-43
2.2.2 Operation Check 2: Position Control
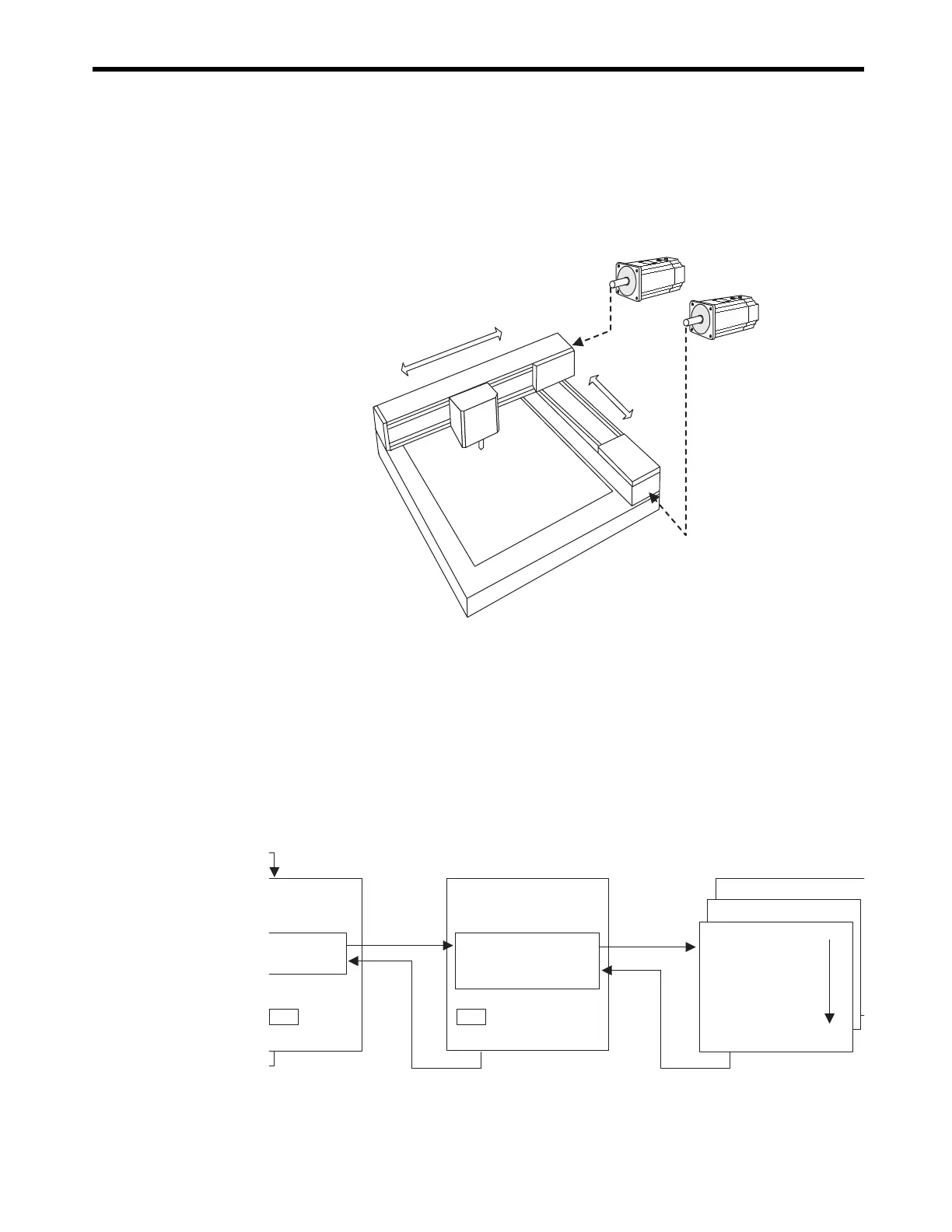
( 1 ) Operation Outline
In this example, an X-Y plotter like the one shown in the figure is operated by ladder and motion pro-
grams.
( 2 ) Program Outline
A ladder program (H04 Drawing) and three prepared sample programs (MPM001, MPM002, and
MPM003) are used to check the operation, as shown in the figure.
Programs MPM001 to MPM003 perform the following operations.
• MPM001: Zero point return using Servomotor phase-C
• MPM002: Axis 2 positioning and interpolation (with interval timer)
• MPM003: Axis 2 positioning and interpolation (without interval timer)
Motion programs are written in text format, and the listed commands and operations are executed in
listed order.
Refer to 2.2.2 ( 5 ) Sample Program Details on page 2-46 for details of each program.
A simple device is used in this example to describe the MP2300 system startup.
This device has no power OFF circuit for the SERVOPACK in the event of emergency stops or
overtravel. Include a proper emergency stop circuit in actual devices.
Y
X
Servomotor
X-Y plotter
SEE
ENDEND
MSEE
Program No. 001
Data DA00020
Name H04
MPM002
MPM003
MPM001
0W803C=3;
VEL[X]100[Y]100;
0W80BC=3;
ACC[X]100[Y]100;
eed scan
H04 DrawingH Drawing
Motion
program
startup
Motion ProgramsChild DrawingsParent Drawing

 Loading...
Loading...