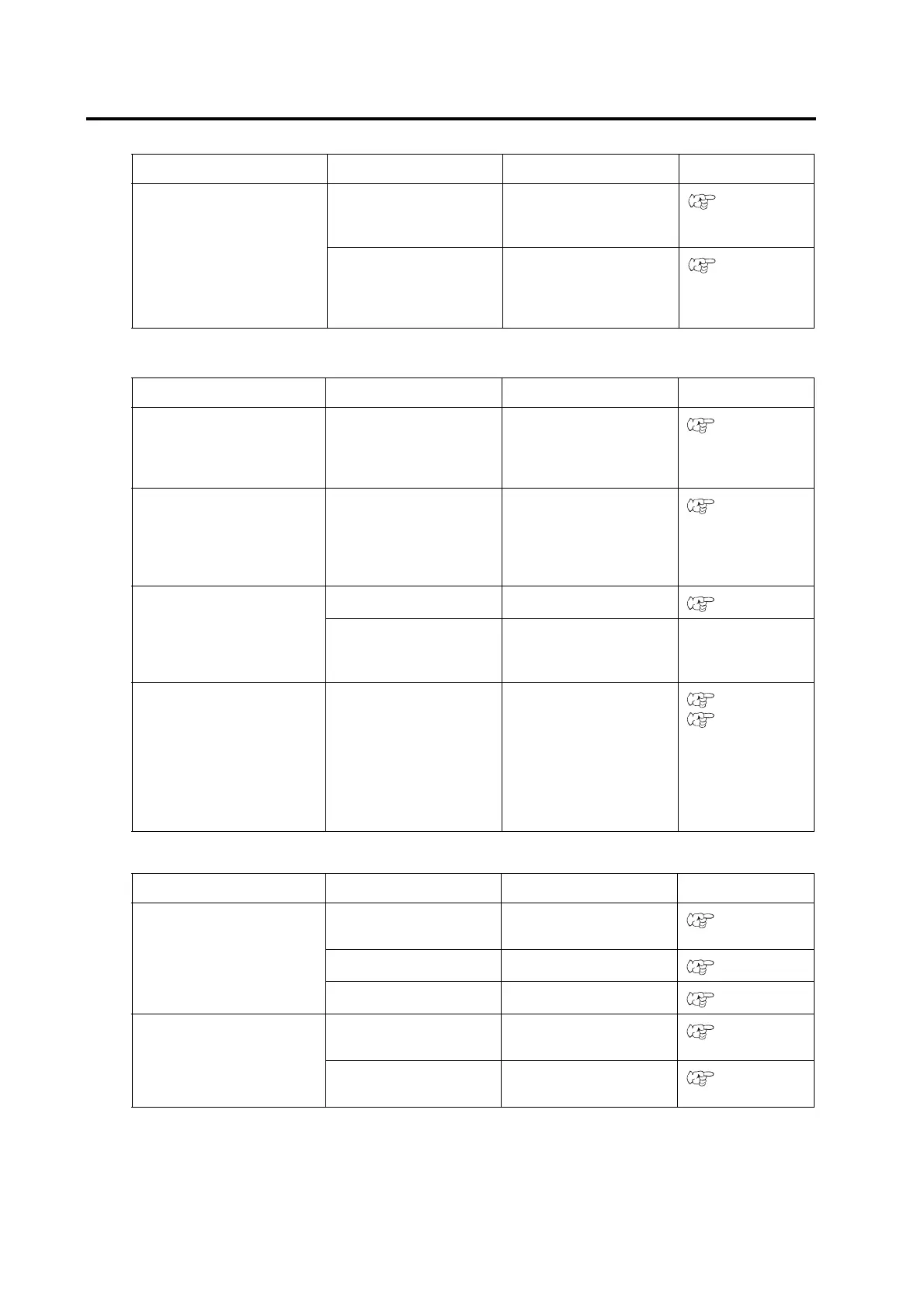
2-32
Crease roller
Swivel blade
Cutting depth at C is excessive. The set value for the
[START CORRECTION] is
too large.
Set a smaller value for the
[START CORRECTION].
P. 2-25
The cutter is off-center. Conduct the “adjustment of
the eccentricity” that is one
of the tool adjusting func-
tions.
P. 3-7
Check point Cause Corrective measure Reference page
Lines fail to meet at point A. The cutter is off-center. Conduct the “adjustment of
the eccentricity” that is one
of the tool adjusting func-
tions.
P. 3-7
Line at point A is out of posi-
tion.
The tangential cutter is
defective in terms of θ
angle.
Carry out the “adjustment
of the θ angle” that is one of
the tool adjusting functions.
A part of the work remains
uncut.
P. 3-8
Marking performance is poor. The pressure is insufficient. Increase the pressure.
P. 2-25
A roller for corrugated
fiberboard is used for
coated board.
Use a roller for coated
board.
―
Corrugated fiberboard is cut
out at flutes though marking is
performed.
Set value for the [PRESS
(Y)] in [CUTTING CON-
DITIONS] specified using
the cutting condition set-
ting functions is too large.
Place the corrugated fiber-
board so that its flutes are
oriented in Y-axis. Specify a
smaller value for the
[PRESS (Y)] in the [CUT-
TING CONDITIONS]
using the cutting condition
setting functions.
P. 3-4
P. 2-25
Check point Cause Corrective measure Reference page
Dots are drawn. The eccentric cutter is
improperly installed.
Securely tighten the screw
in the holder.
P. 2-15
The speed is too low. Increase the speed.
P. 2-25
The pressure is insufficient. Increase the pressure.
P. 2-25
Corners are cut round. The projecting amount of
the blade tip is insufficient.
Increase the projecting
amount of the blade tip.
P. 2-11
The offset value is too
small.
Increase the offset value.
P. 2-25
Check point Cause Corrective measure Reference page

 Loading...
Loading...





