Chapter E: Basic repair procedures 2 Basic repair procedures
Technical manual Planmeca PlanMill 40 137
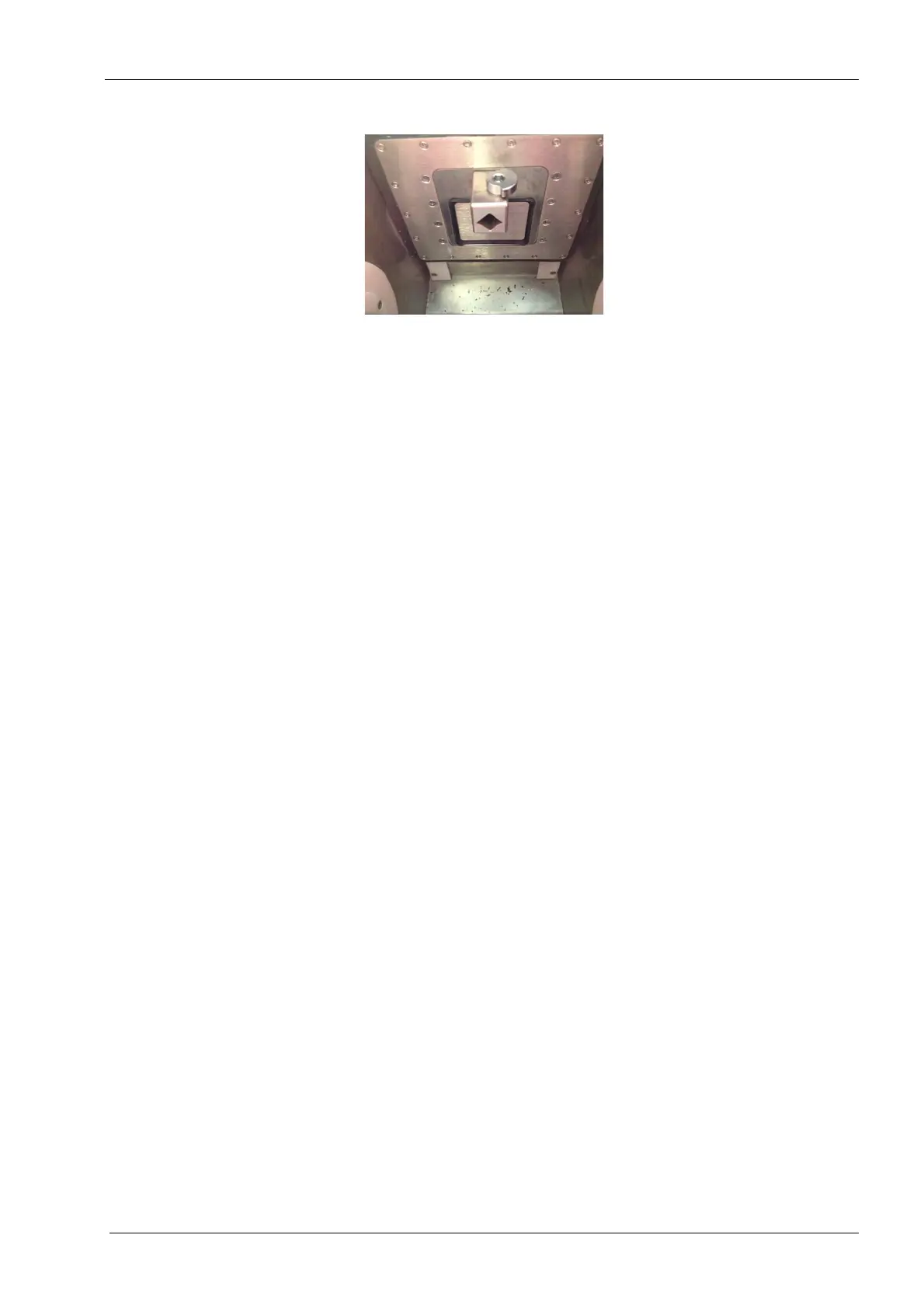
Figure 140: Bellows assembly installation complete
12. Apply a small amount of thread sealant to the (8) M3 Philips flat head screws used to
retain the bellows flange to the end cap.
13. Manually raise the Z-axis to the top of its travel. While doing this, make sure not lift
from the fragile parts i.e. servo, encoder etc.
14. Remove the wooden shipping block from between the tool changer chassis and the
lower E-box. Lower the Z-axis smoothly.
15. Insert the cam lock into the mandrel holder.
Remember to remove the block before turning on the machine. Check also that there are
now other obstacles preventing the normal Z-axis movement.
16. Reinstall rear, side panel and top cover; see section 2.1 "Mill covers" on page 94.
Verify
1. On mill screen touch Maintenance Icon.
2. Select Advanced and enter passcode.
3. Select Technician Console.
4. Select High Level button.
5. Select the Mechanical Control box.
6. Select Open Tool Changer button.
7. Select the Axis Positions box.
8. Move the Y-axis forward and back to its limits, verify free non-binding operation for full
travel. Repeat the same steps also for Z-axis.
9. Select the Close Tool Changer button; verify smooth operation of tool changer
through several open/close cycles.
10. Perform the complete mill calibration procedure, refer to Chapter C: "Calibration" on
page 49.
2.5 Tool changer actuation adjustments
1. It may be necessary to check the actuation speed of a tool changer due to wear and
tear or due to repair or replacement.
2. To check the tool changer actuation speed, access the Technician Console, High
Level screen.