Detailed description
2.12 Block descriptions
Basic logic functions: PLC basic program solution line (P3 sl)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
233
7: Update control signals to axes:
The purpose of function 7 is to transmit important control signals at high speed in between
cyclic data transfers. The data byte 4 of application interface DB31 to DB61 is transferred to
the NC. The transfer is performed for all activated axes. This function can be used, for
example, to transfer a feed stop outside the PLC cycle.
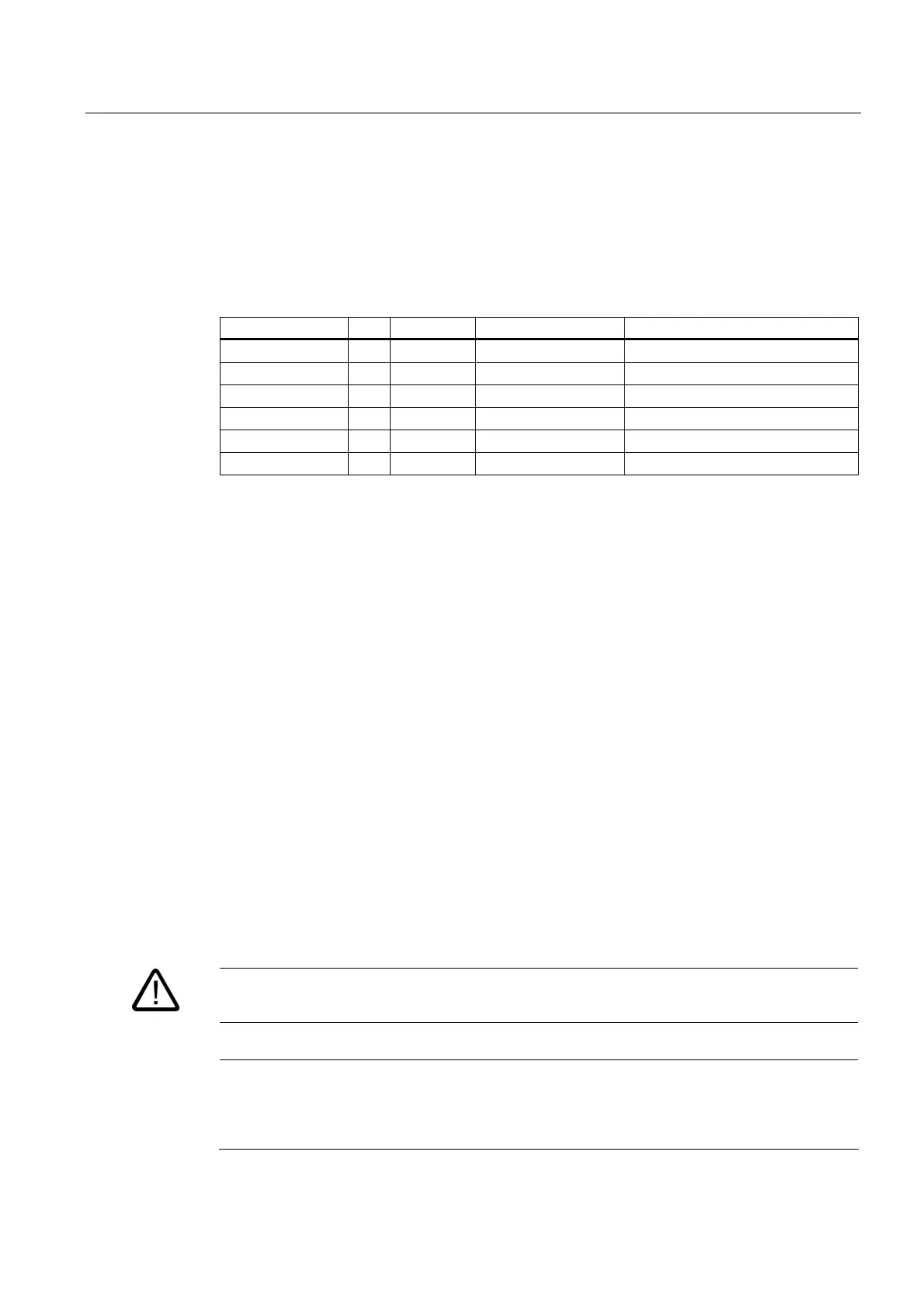
The following signals are relevant:
Signal Type Type Value range Remark
Enable I BOOL 1= FC 21 active
Funct I BYTE 7 7: Control signals to axes
S7Var I ANY S7 data storage area Not used
IVAR1 I INT 0
Error A BOOL
ErrCode A INT 1: "Funct" invalid
2.12.24 FC 22: TM_DIR Direction selection for tool management
Description of Functions
The block TM_DIR provides the shortest path for positioning a magazine or a revolver based
on the actual and setpoint position.
As long as a 1 signal is applied to the Start input, all output parameters are updated
cyclically. Changes can be made to input parameters (e.g., position values) in subsequent
PLC cycles.
The output signals are undefined when the start signal is at 0 level.
In the case of direction selection with special positioning input "Offset" > 0, a new setpoint
position is calculated from the setpoint and special positions and the number of magazine
locations according to the following formula:
New setpoint position = (setpoint pos. - (special pos. -1)) neg. modulo # locations
The new setpoint position corresponds to the location number at which the magazine must
be positioned so that the setpoint position requested by the user corresponds to the location
number of the special position. The directional optimization is active both with and without
special positioning.
The block must be called once with the appropriate parameter settings for each magazine.
Warning
The block may only be called in conjunction with the tool management.
Note
For further details on tool management (also with regard to PLC) refer to the Description of
Functions Tool Management. Furthermore, PI services are provided for tool management via
the FB 4, FC 7 and FC 8 (see also the corresponding Sections in this documentation).
 Loading...
Loading...

















