Detailed description
2.11 Subroutine call through NC language replacement
Basic logic functions: Mode group, channel, program operation, reset response (K1)
174 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
2.11 Subroutine call through NC language replacement
2.11.1 Generally for replacement of NC language commands
Function
NC functions can be adjusted easily to changed environment conditions if they are replaced
by subroutines. More complex tasks can be implemented there without having to change the
programming of the part program. In general, the following are possible:
• Auxiliary functions M, T and D/DL can be replaced with subroutines:
– M Functions for switching operations
– T Functions for tool selection
– D/DL-Functions for tool compensation selection
• Spindle-related functions are defined for synchronous spindle coupling:
– Gear stage change (automatic change or direct gear stage)
– Spindle positioning with SPOS, SPOSA and M19
For further information, refer to Chapter
"M-Function Replacement" and "Replacement of Tool Programming" as well as
"Spindle-related Replacements in Synchronous Mode".
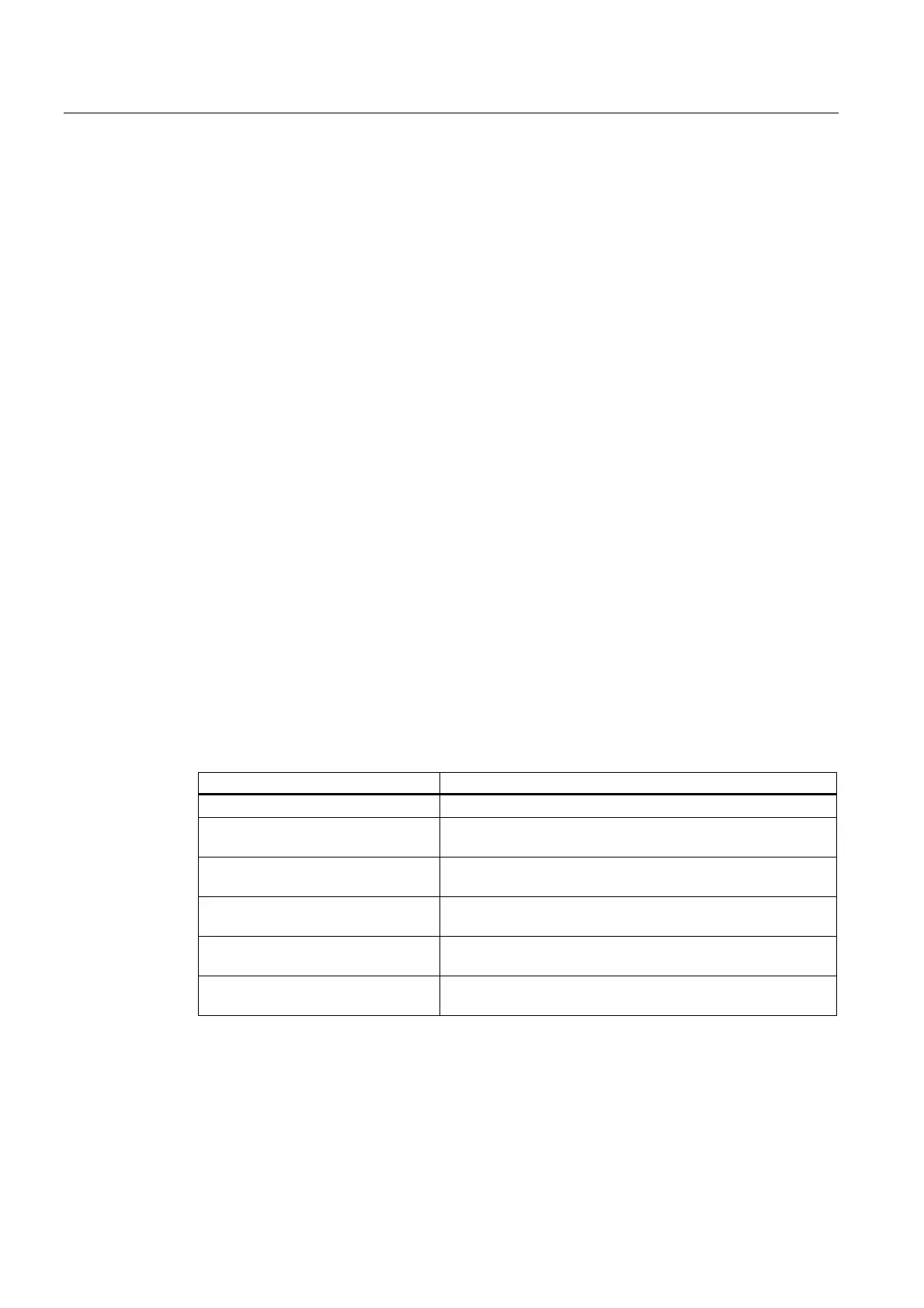
Replacement of M, T, D/DL auxiliary functions
The replacement of M, T or D/DL auxiliary functions can be configured through the following
machine data:
Machine data Significance
MD10715 $MN_M_NO_FCT_CYCLE M function to be replaced by a subroutine
MD10716
$MN_M_NO_FCT_CYCLE_NAME
Name of subroutine for M function
MD10717
$MN_T_NO_FCT_CYCLE_NAME
Name of subroutine for T function
MD10718
$MN_M_NO_FCT_CYCLE_PAR
M function replacement with parameters
MD10719
$MN_T_NO_FCT_CYCLE_MODE
Parameter assignment of T function replacement
MD11717
$MN_D_NO_FCT_CYCLE_NAME
Name of subroutine for D function
 Loading...
Loading...

















