Basic logic functions: Auxiliary Function Output to PLC (H2)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
5
Brief description
1
1.1 Function
General
Auxiliary functions permit activation of the system functions of NC and PLC user functions.
Auxiliary functions can be programmed in part program blocks in the following:
• Parts programs
• Synchronized actions
• User cycles
Detailed information on using auxiliary function output in synchronized actions is to be found
in:
References:
/FBSY/ Function Manual Synchronous Actions
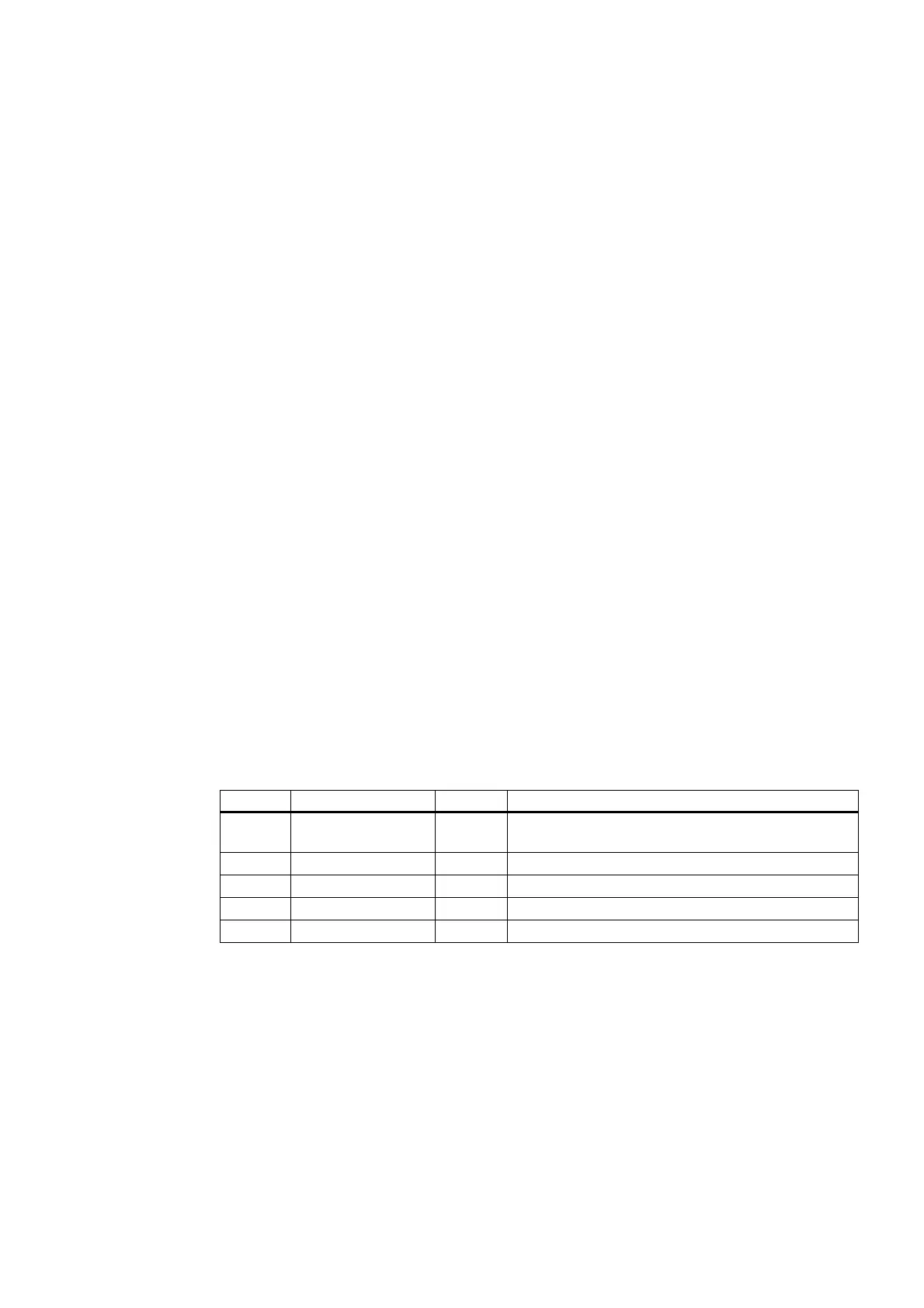
Predefined auxiliary functions
Predefined auxiliary functions activate system functions. The auxiliary function is also output
to the NC/PLC interface. The following auxiliary functions are predefined:
Type Function Example Meaning
M Miscellaneous (i.e.
special) function
M30 End of program
S Spindle function S100 Spindle speed 100 e.g. rpm
T Tool number T3 Tool number 3
D, DL Tool offset D1 Tool cutting edge number 1
F Feed F1000 Feedrate 1000 e.g. mm/min
 Loading...
Loading...

















