Detailed description
2.1 Predefined auxiliary functions
Basic logic functions: Auxiliary Function Output to PLC (H2)
20 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
2.1.4 Parameter: Output behavior
Function
The "output behavior" defines when the auxiliary function is output to the NC/PLC interface
and when it is acknowledged by the PLC:
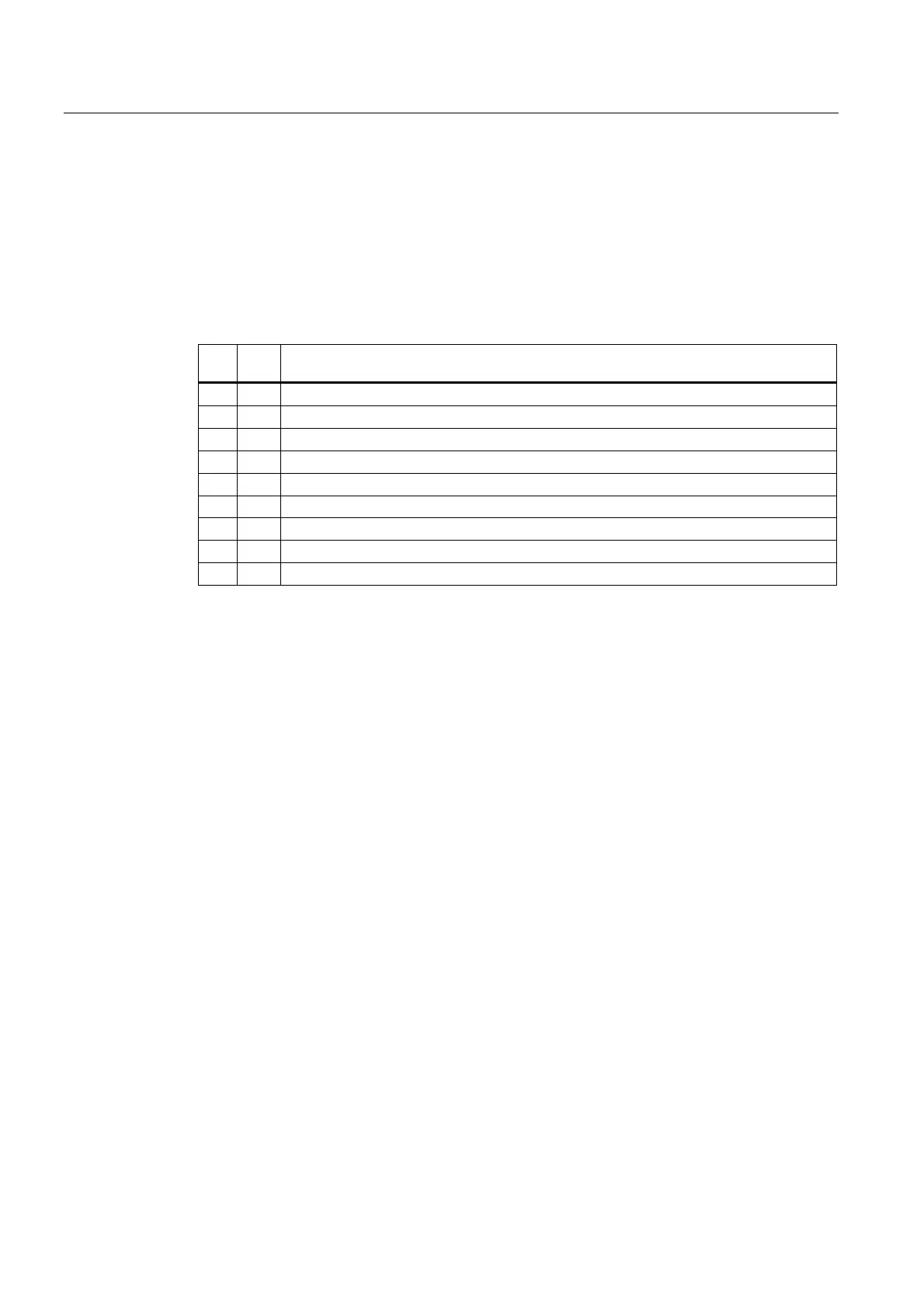
MD22080 $MC_AUXFU_PREDEF_SPEC[ index ] (specification of output behavior)
Bit Valu
e
Meaning
0 1 Output duration one OB1 cycle (normal acknowledgment)
1 1 Output duration one OB40 cycle (quick acknowledgment)
2 1 No predefined auxiliary function
3 1 No output (can only be set as a single bit)
4 1 Spindle response following acknowledgment
5 1 Output prior to motion
6 1 Output during motion
7 1 Output at block end
8 1 The collected auxiliary function is not output after a block search.
Bit0: Output duration one OB1 cycle (normal acknowledgment)
An auxiliary function with normal acknowledgment is output to the NC/PLC interface at the
beginning of the OB1 cycle. The auxiliary function-specific change signals indicate to the
PLC user program that the auxiliary function is valid.
The auxiliary function is acknowledged as soon as organization block OB1 has run once.
This corresponds to a complete PLC user cycle.
The auxiliary function with normal acknowledgment is output in synchronism with the part
program block in which it is programmed. If execution of the parts program block, e.g. path
and/or positioning axis movements, is completed before acknowledgment of the auxiliary
function, the block change is delayed until after acknowledgment by the PLC.
In continuous-path mode, a constant path velocity can be maintained in conjunction with an
auxiliary function with normal acknowledgment, if the auxiliary function is output by the PLC
during the traverse movement and before reaching the end of block.
 Loading...
Loading...

















