Detailed Description
2.4 Tool radius compensation 2D (TRC)
Basic logic functions: Tool Offset (W1)
74 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
2.4.5 Deselecting the TRC (G40)
G40 instruction
TRC is deselected with the G40 instruction.
Special points to be noted
• TRC can only be deselected in a program block with G0 (rapid traverse) or G1 (linear
interpolation).
• If D0 is programmed when tool radius compensation is active, compensation is not
deselected and error message 10750 is output.
• If a geometry axis is programmed in the block with the tool radius compensation
deselection, then the compensation is deselected even if it is not on the current plane.
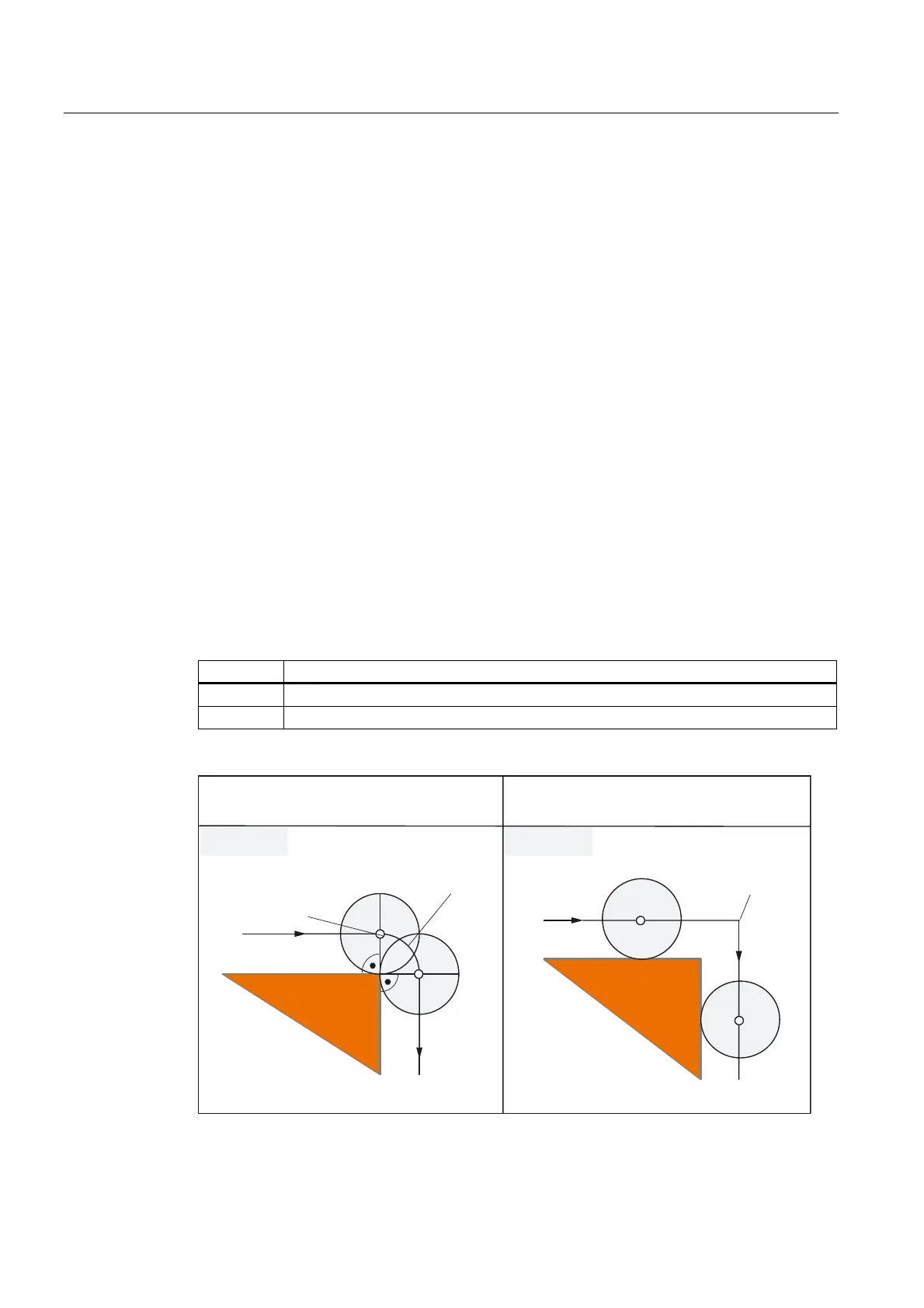
2.4.6 Compensation at outside corners
G450/G451
The G functions G450/G451 can be used to control the response with discontinuous block
transitions at outside corners:
Command Significance
G450
Discontinuous block transitions with transition circle
G451
Discontinuous block transitions with intersection of equidistant paths
7UDQVLWLRQFLUFOH
UDGLXV WRROUDGLXV
,QWHUVHFWLRQ
3
2XWVLGHFRUQHU 2XWVLGHFRUQHU
3URJUDPPLQJ*WUDQVLWLRQFLUFOH 3URJUDPPLQJ*LQWHUVHFWLRQ
Figure 2-27 Example of a 90 degree outside corner with G450 and G451
 Loading...
Loading...

















