Detailed Description
2.4 Tool radius compensation 2D (TRC)
Basic logic functions: Tool Offset (W1)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
73
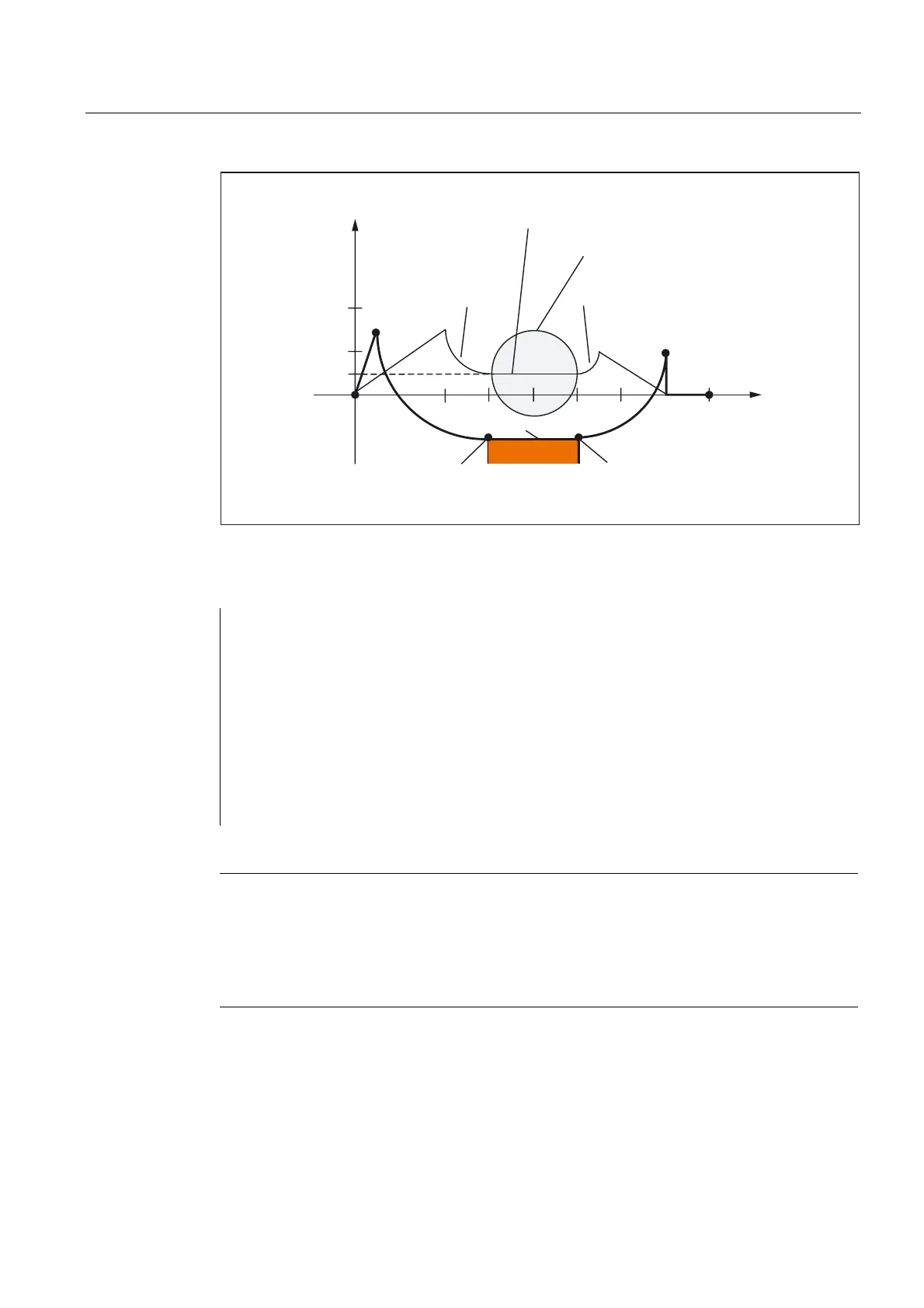
7RRO
7RROFHQWHUSDWK
&RQWRXU
6HPLFLUFOH
+HOL[
3UHW
3DSS
3UHW
3DSS
3UHW
3DSS
;
<
Figure 2-26 Contour example 2
Part program:
$TC_DP1[1,1]=120
;Tool definition T1/D1
$TC_DP6[1,1]=10
; Radius
N10 G0 X0 Y0 Z20 G64 D1 T1 OFFN = 5
(P0app)
N20 G41 G247 G341 Z0 DISCL = AC(7) DISR = 10 F1500 FAD=200
(P3app)
N30 G1 X30 Y-10
(P4app)
N40 X40 Z2
N50 X50
(P4ret)
N60 G248 G340 X70 Y0 Z20 DISCL = 6 DISR = 5 G40 F10000
(P3ret)
N70 X80 Y0
(P0ret)
N80 M 30
Note
The contour generated in this way is modified by tool radius compensation, which is
activated in the SAR approach block and deactivated in the SAR retraction block.
The tool radius compensation allows for an effective radius of 15, which is the sum of the
tool radius (10) and the contour offset (5). The resulting radius of the tool center path in the
approach block is therefore 10, and 5 in the retraction block.
 Loading...
Loading...

















