Detailed Description
2.2 Dimensional information for transverse axes
Basic logic functions: Transverse axes (P1)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
9
2.2 Dimensional information for transverse axes
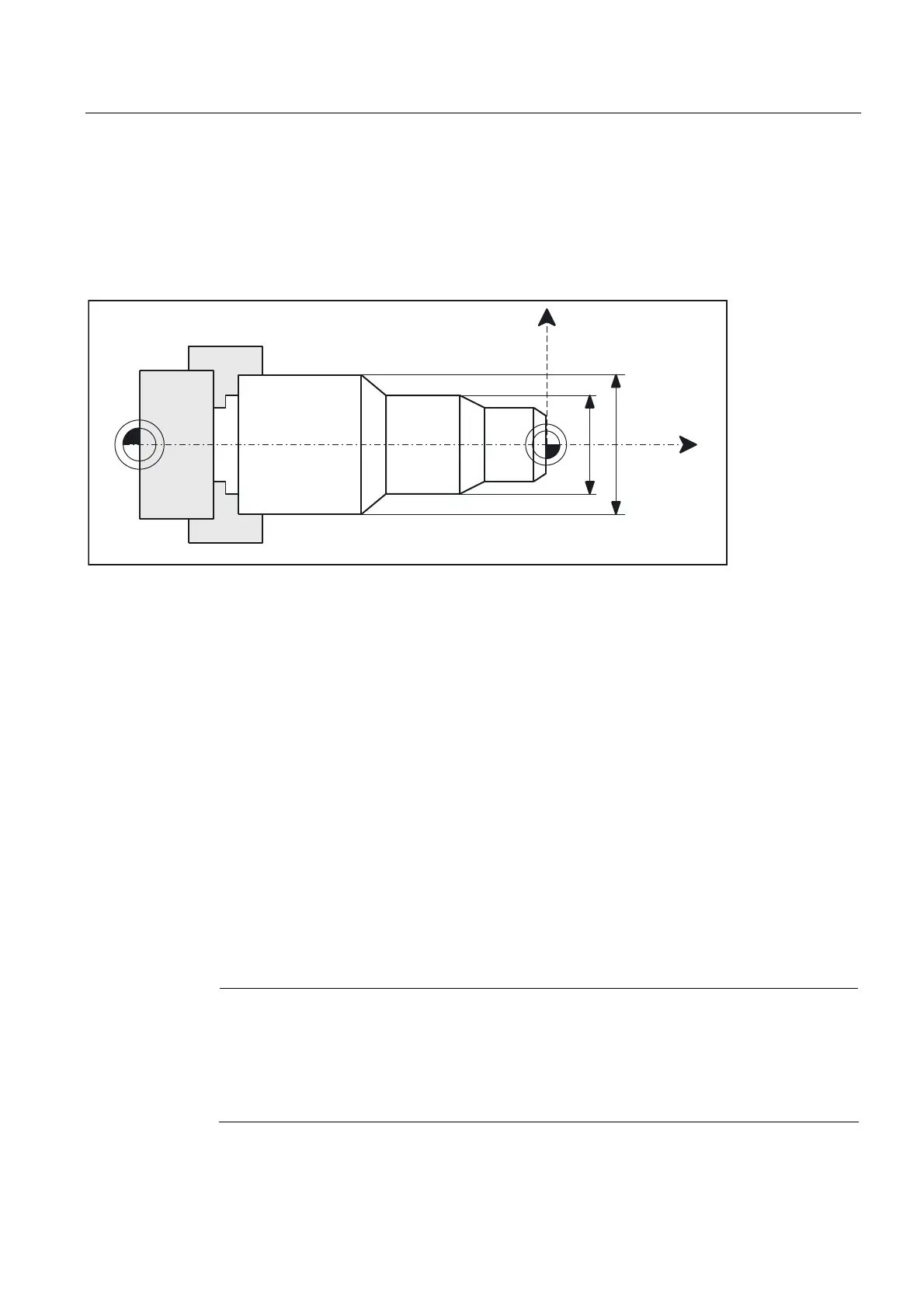
Transverse axes can be programed with respect to both diameter and radius. Generally,
they are diameter-related, i.e. programmed with doubled path dimension so that the
corresponding dimensional information can be transferred to the part program directly from
the technical drawings.
;
:
'
'
0
=
7UDQVYHUVHD[LV
/RQJLWXGLQDOD[LV
Figure 2-2 Transverse axis with diameter information (D1, D2)
Switching the diameter programming on/off
Channel-specific diameter programming
The activating or deactivating of the diameter programming is done via the modally active
parts program statements of the G group 29:
• DIAMON: Diameter programming ON
• DIAMOF: Diameter programming OFF, in other words, radius programming ON
• DIAM90: Diameter or radius programming depending on the reference mode:
– Diameter programming ON in connection with absolute dimensioning G90
– Radius programming ON in connection with incremental dimensioning G91
• DIAMCYCOF: Radius programming for G90 and G91 ON , for the HMI, the last active G
code of this group remains active
Reference is made exclusively to the transverse axis of the channel.
Axis-specific diameter programming for several transverse axes in one channel
Note
The additionally specified axis must be activated via MD30460
$MA_BASE_FUNCTION_MASK with bit2=1.
The axis specified must be a known axis in the channel. Geometry, channel or machine axes
are permitted.
Programming is not permitted in synchronized actions.
 Loading...
Loading...

















