Detailed Description
2.1 Tool
Basic logic functions: Tool Offset (W1)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
19
Commands
When the maximum cutting edge number:
MD18105 $MN_MM_MAX_CUTTING_EDGE_NO (Max. value of the D numbers (DRAM))
is greater than the maximum number of cutting edges per tool:
MD18106 $MN_MM_MAX_CUTTING_EDGE_PERTOOL (Max. number of D numbers per
tool (DRAM))
the following commands are available:
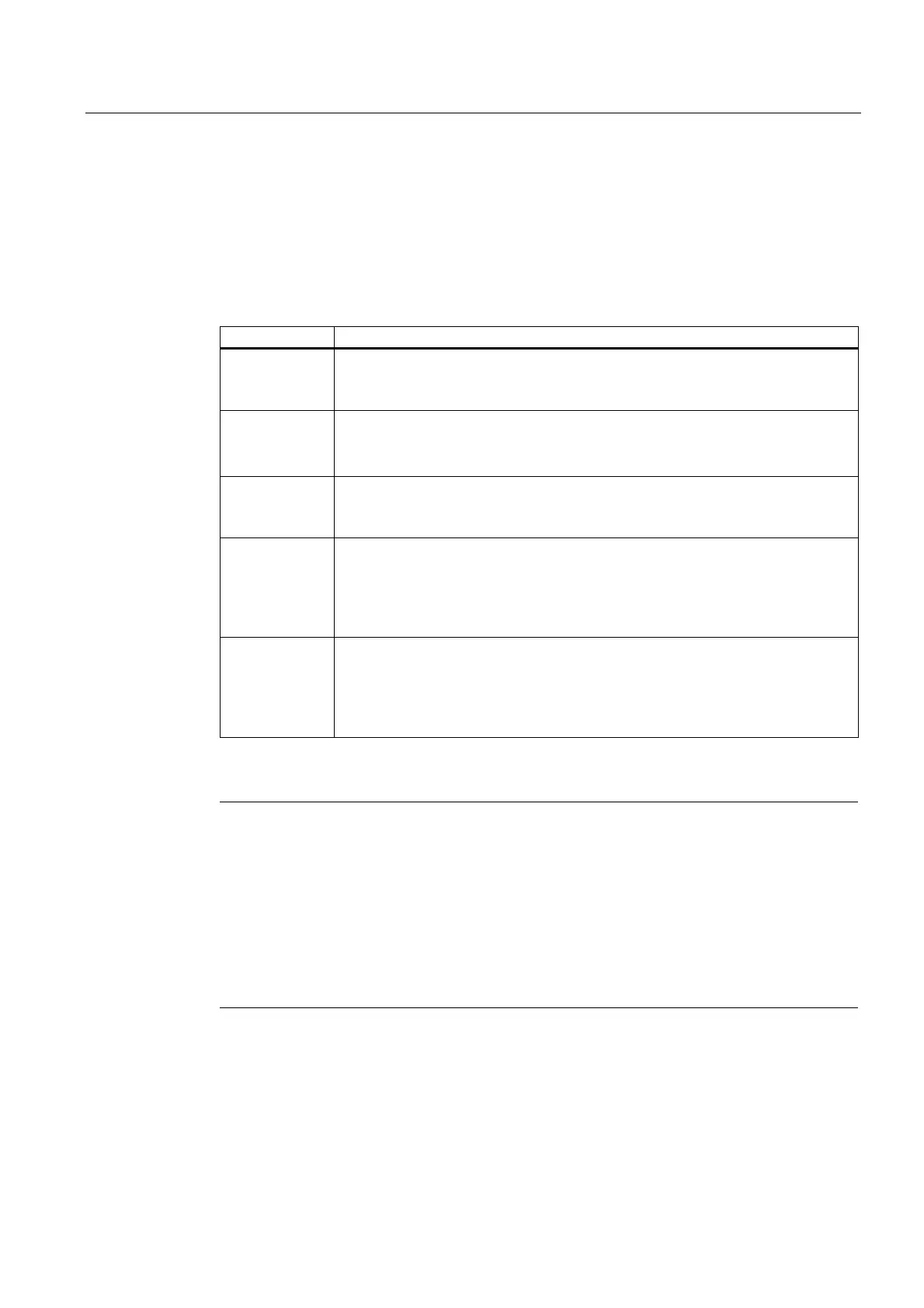
Command Significance
CHKDNO
Checks the uniqueness of the available D numbers.
The D numbers of all tools defined within a TO unit may not occur more than once.
No allowance is made for replacement tools.
GETDNO
Determines the D number for the cutting edge of a tool.
If no D number matching the input parameters exists, d=0.
If the D number is invalid, a value greater than 32000 is returned.
SETDNO
Sets or changes the D number of the CE cutting edge of tool T.
If there is no data block for the specified parameter, the value FALSE is returned.
Syntax errors generate an alarm. The D number cannot be set explicitly to 0.
GETACTTD
Determines the associated T number for an absolute D number.
There is not check for uniqueness. If several D numbers within a TO unit are the
same, the T number of the first tool found in the search is returned.
This command is not suitable for use with "flat" D numbers, because the value 1 is
always returned in this case (no T numbers in database).
DZERO
Marks all D numbers of the TO unit as invalid.
This command is used for support during retooling.
Compensation data sets tagged with this command are no longer verified by the
CHKDNO language command. These data sets can be accessed again by setting
the D number once more with SETDNO.
Note
If the maximum cutting edge number is smaller than the maximum number of cutting edges
per tool (MD18105 < MD18106), the language commands described do not affect the
system.
This relation is preset in the NCK as standard, in order to maintain compatibility with existing
applications.
The individual commands are described in detail in:
References:
/PG/ Programming Manual Fundamentals
 Loading...
Loading...

















