Detailed Description
2.3 Tool cutting edge
Basic logic functions: Tool Offset (W1)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
49
Longitudinal/face
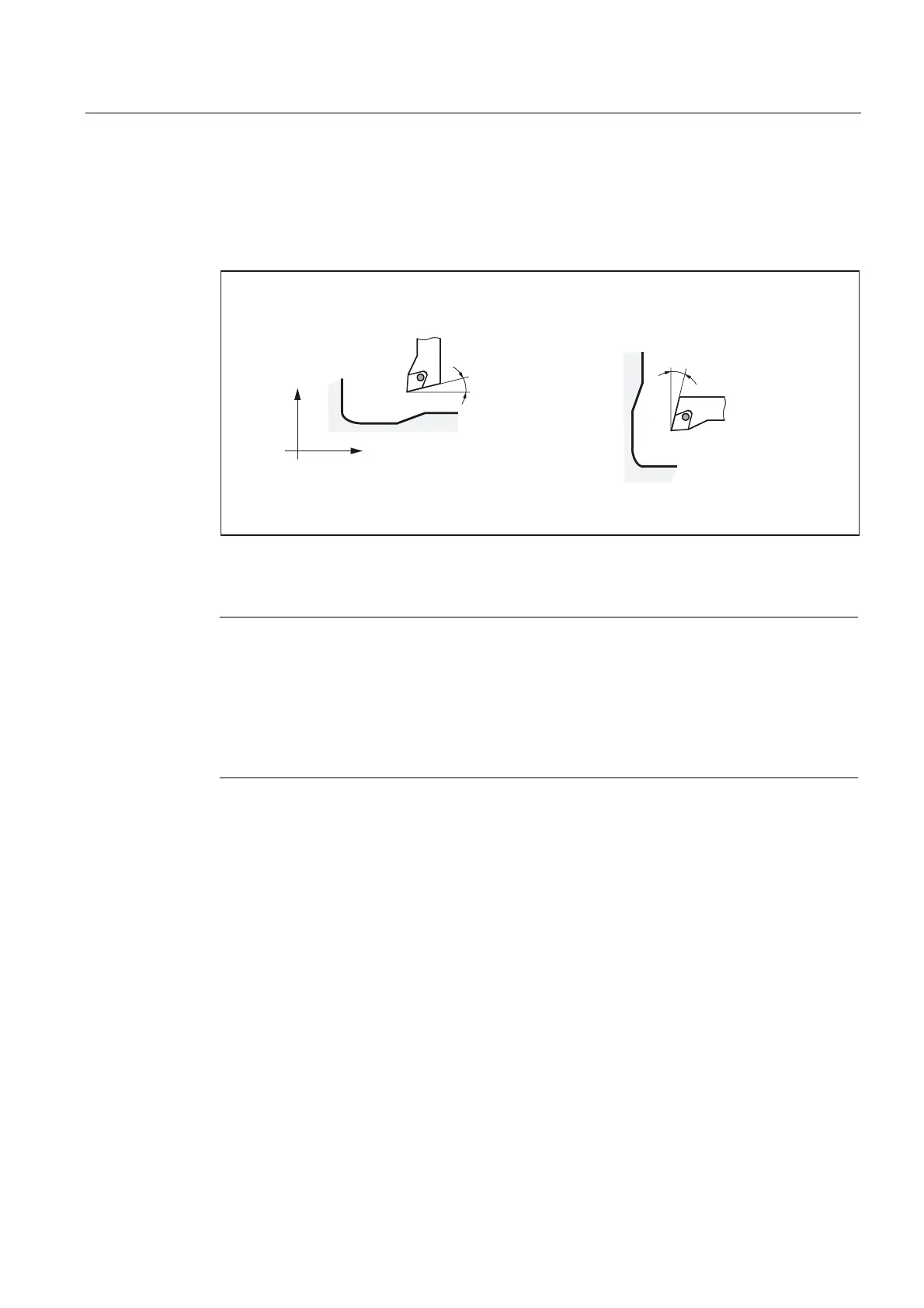
The tool clearance angle is entered in different ways according to the type of machining
(longitudinal or face). If a tool is to be used for both longitudinal and face machining, two
cutting edges must be entered for different tool clearance angles.
7RROFOHDUDQFH
DQJOHIRU
ORQJLWXGLQDO
PDFKLQLQJ
7RROFOHDUDQFH
DQJOHIRU
IDFHPDFKLQLQJ
;
=
Figure 2-13 Tool clearance angle for longitudinal and face machining
Note
If a tool clearance angle (tool parameter 24) of zero is entered, relief cutting is not monitored
in the turning cycles.
Please refer to the following documentation for a detailed description of the tool clearance
angle:
References:
/PGZ/ Programming Guide Cycles
 Loading...
Loading...

















