Detailed Description
2.4 Tool radius compensation 2D (TRC)
Basic logic functions: Tool Offset (W1)
80 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
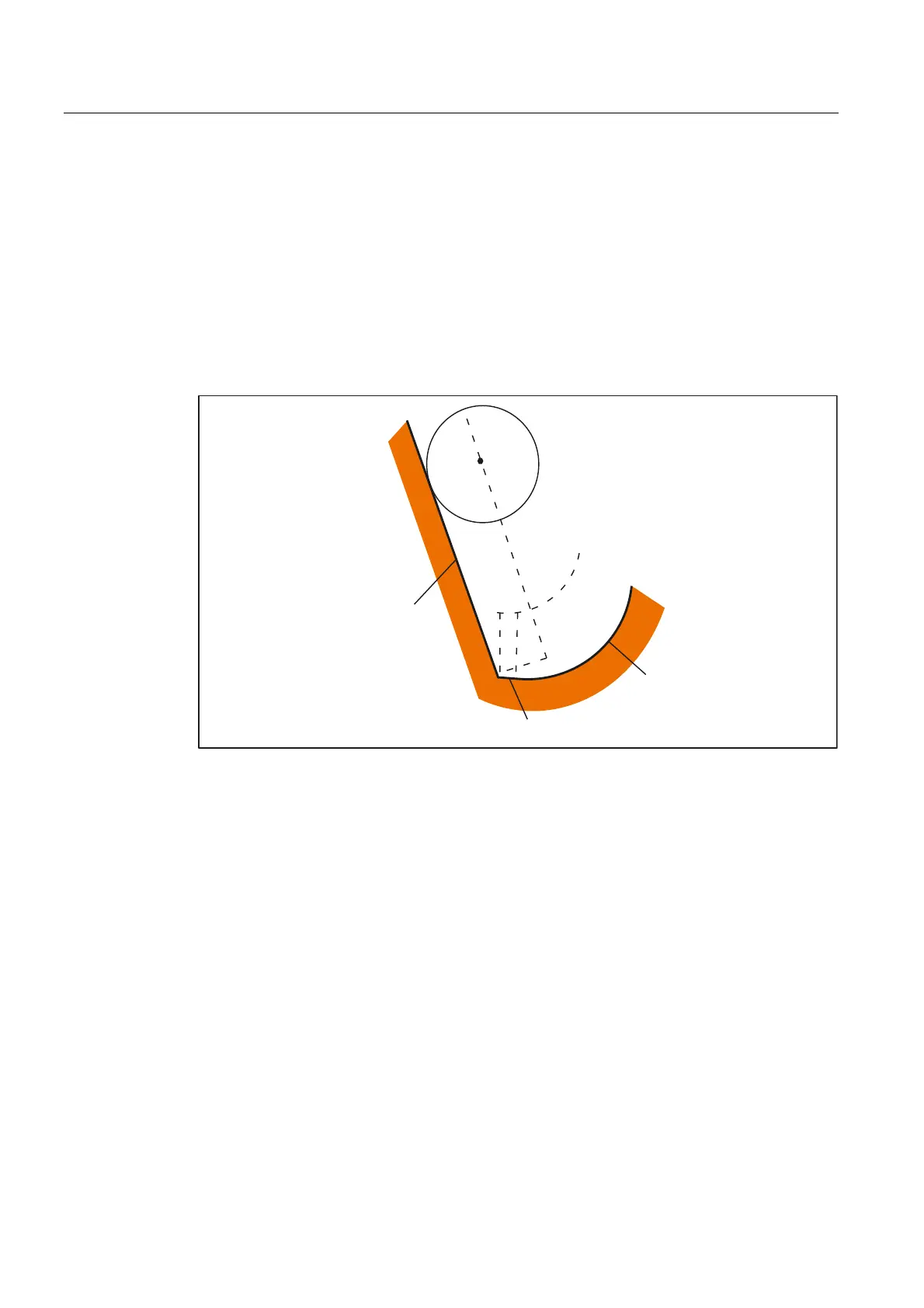
Predictive contour calculation
If no intersection is found between two consecutive blocks, the control automatically checks
the next block and attempts to find an intersection with the equidistant paths of this block
(see figure below: intersection S). This automatic check of the next block (predictive contour
calculation) is always performed until a number of blocks defined via machine data has been
reached.
MD20240 $MC_CUTCOM_MAXNUM_CHECK_BLOCKS (blocks for predictive contour
calculation for TRC).
If no intersection is found within the number of blocks defined for the check, program
execution is interrupted and an alarm is output.
1
6
1
1
Figure 2-33 If there is no intersection between N30 and block N40, the intersection between block
N30 and block N50 is calculated.
Multiple intersections
→ see also "Collision detection"
It can be the case with inside corners that predictive contour calculation finds multiple
intersections of the equidistant paths in several consecutive blocks. In these cases, the last
intersection is always used as the valid intersection:
 Loading...
Loading...

















