Detailed Description
2.9 Sum offsets and setup offsets
Basic logic functions: Tool Offset (W1)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
161
Programming
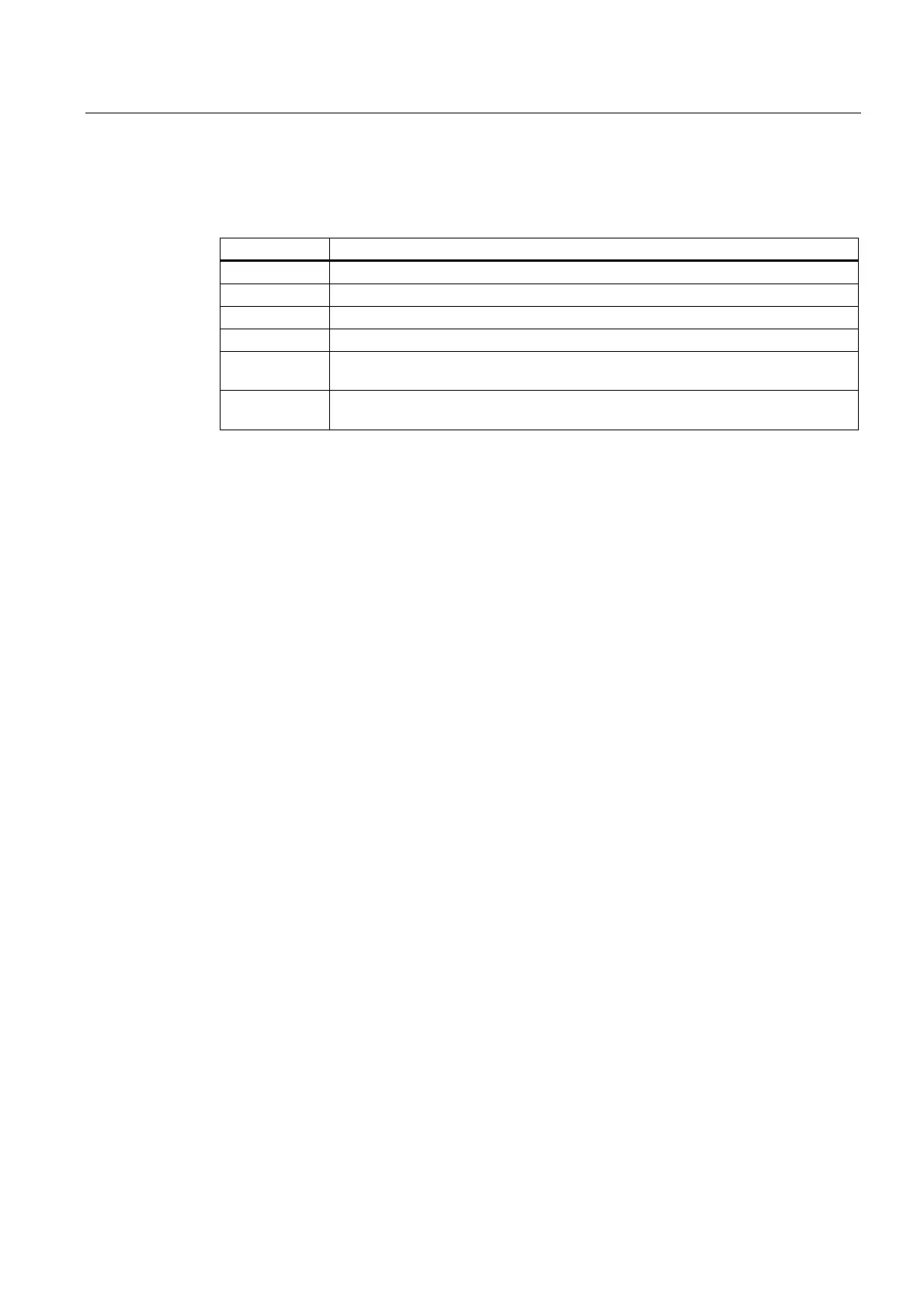
G-code group 56 can be used to define the following values:
Syntax Corrections
TOWSTD
Initial setting value for offsets in tool length
TOWMCS
Wear data in the machine coordinate system (MCS)
TOWWCS
Wear values in workpiece coordinate system (WCS)
TOWBCS
Wear values in basic coordinate system (BCS)
TOWTCS
Wear values in the TCS (Tool Coordinate System) at the toolholder (tool carrier
reference point T)
TOWKCS
Wear values in tool coordinate system for kinematic transformation (KCS) of tool
head
Coordinate systems for offsets in tool length
G codes TOWMCS, TOWWCS, TOWBCS, TOWTCS, and TOWKCS can be used, e.g., to measure
the wear tool length component in five different coordinate systems.
1. Machine coordinate system
MCS
1. Basic Coordinate System
BCS
1. Workpiece coordinate system
WCS
1. Tool coordinate system of kinematic transformation
KCS
1. Tool coordinate system
TCS
The calculated tool length or a tool length component can be represented and read out in
one of these coordinate systems using the GETTCOR function (predefined subprogram).
References:
/FB1/ Function Manual Basic Functions; Tool Offset (W1),
Section: Read tool lengths, tool length components
 Loading...
Loading...

















