Examples
4.2 Examples 3-6: SETTCOR function for tool environments
Basic logic functions: Tool Offset (W1)
196 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
Example 8
N10
def real _CORVAL[3]
N20
$TC_DP1[1,1] = 500 ; Turning tool
N30
$TC_DP3[1,1] = 10.0 ; Geometry L1
N40
$TC_DP4[1,1] = 15.0 ; Geometry L2
N50
$TC_DP5[1,1] = 20.0 ; Geometry L3
N60
$TC_DP12[1,1]= 10.0 ; Wear L1
N70
$TC_DP13[1,1] =0.0 ; Wear L2
N80
$TC_DP14[1.1] =0.0 ; Wear L3
N90
$SC_WEAR_SIGN = TRUE
N100
_CORVAL[0] = 10.0
N110
_CORVAL[1] = 15.0
N120
_CORVAL[2] = 5.0
N130
rot y 30
N140
t1 d1 g18 g0
N150
r1 = settcor(_CORVAL, "W", 1, 1)
N160
t1 d1 x0 y0 z0 ; ==> MCS position X7.990 Y25.000
Z31.160
In N90 the setting data is enabled:
SD42930 $SC_WEAR_SIGN (sign of wear)
i.e. the wear must be valued with a negative sign.
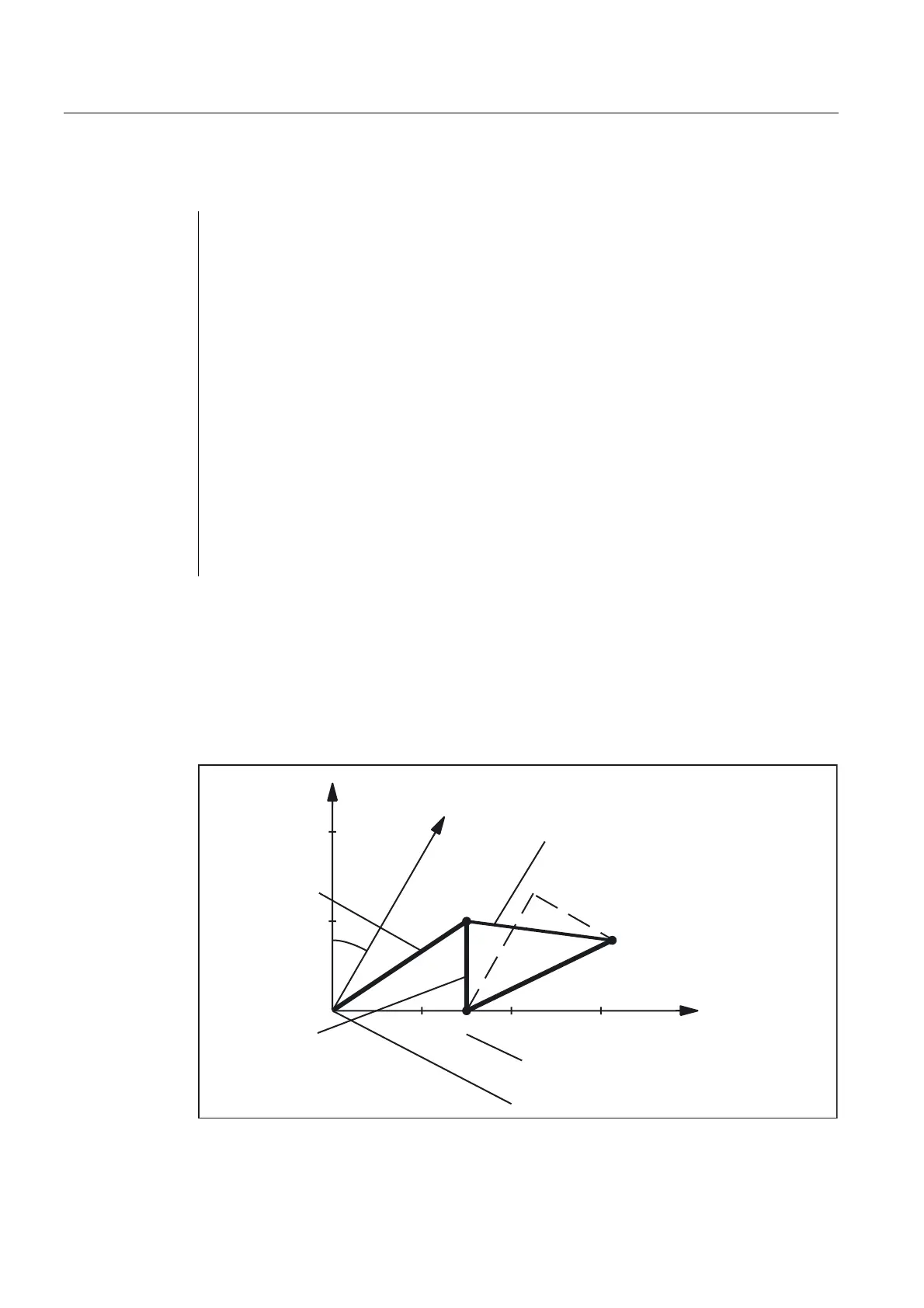
The compensation is vectorial (_CORCOMP = 1), and the compensation vector must be
added to the wear (_CORMODE = 1). The geometric conditions in the Z/X plane are shown
in the figure below:
3
=
=
3
3
;
;
B&259$/< ; =
*HRPHWU\
/ /
:HDU/ /
QHJDWLYHHYDOXDWLRQ
5HVXOWLQJZHDUFRPSRQHQW
2ULJLQDOWRROOHQJWK
Figure 4-2 Tool length compensation, example 8
 Loading...
Loading...

















