2000X energy Power Supply Chapter 2: The 2000X energy Power Supply
Instruction Manual Welding Systems
011-003-991 EN 2-9
• Main Menu: Press to return to the Main Menu.
• Go Back/Esc: Press to return the current menu page to the previous menu or sub-menu; when modify-
ing a parameter, press this key to cancel editing and restore the parameter to its last saved value.
Repeated pressing returns you to the Main Menu.
• + Increase: Press to increase a parameter value.
• – Decrease: Press to decrease a parameter value.
• Enter: Press Enter to accept a choice or to enter into memory the value of a parameter you have set.
• Clear/Delete: Erases the selected value
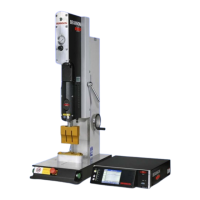
2.6 Welding Systems
2.6.1 Principle of Operation
Thermoplastic parts are welded ultrasonically by applying high frequency vibrations to the parts being
assembled. The vibrations, through surface and intermolecular friction, produce a sharp rise in temperature
at the welding interface.
When the temperature is high enough to melt the plastic, there is a flow of material between the parts. When
the vibrations stop, the material solidifies under pressure and a weld results.
Most plastics welders operate at a frequency above the range of human hearing (18 kHz) and are thus
called ultrasonic.
2.6.2 Weld System Applications
2000X weld systems can be used for the following applications:
• Ultrasonic welding
• Cutting and sealing thermoplastic fabric and film
• Staking, spot welding, swaging, and degating thermoplastic parts
• Other ultrasonic processing applications
2.7 Glossary of Terms
The following terminology may be encountered when using or operating a 2000-series ultrasonic welding
system. Some of these terms may not be available in all Controls (Power Supply model) configurations:
AB Amplitude: The amplitude at the horn face during the afterburst step.
AB Delay: Time delay between the end of the hold and the start of afterburst.
AB Time: The time duration of the afterburst.