Detailed Description
2.4 Tool radius compensation 2D (TRC)
Basic logic functions: Tool Offset (W1)
76 Function Manual, 11/2006, 6FC5397-0BP10-2BA0
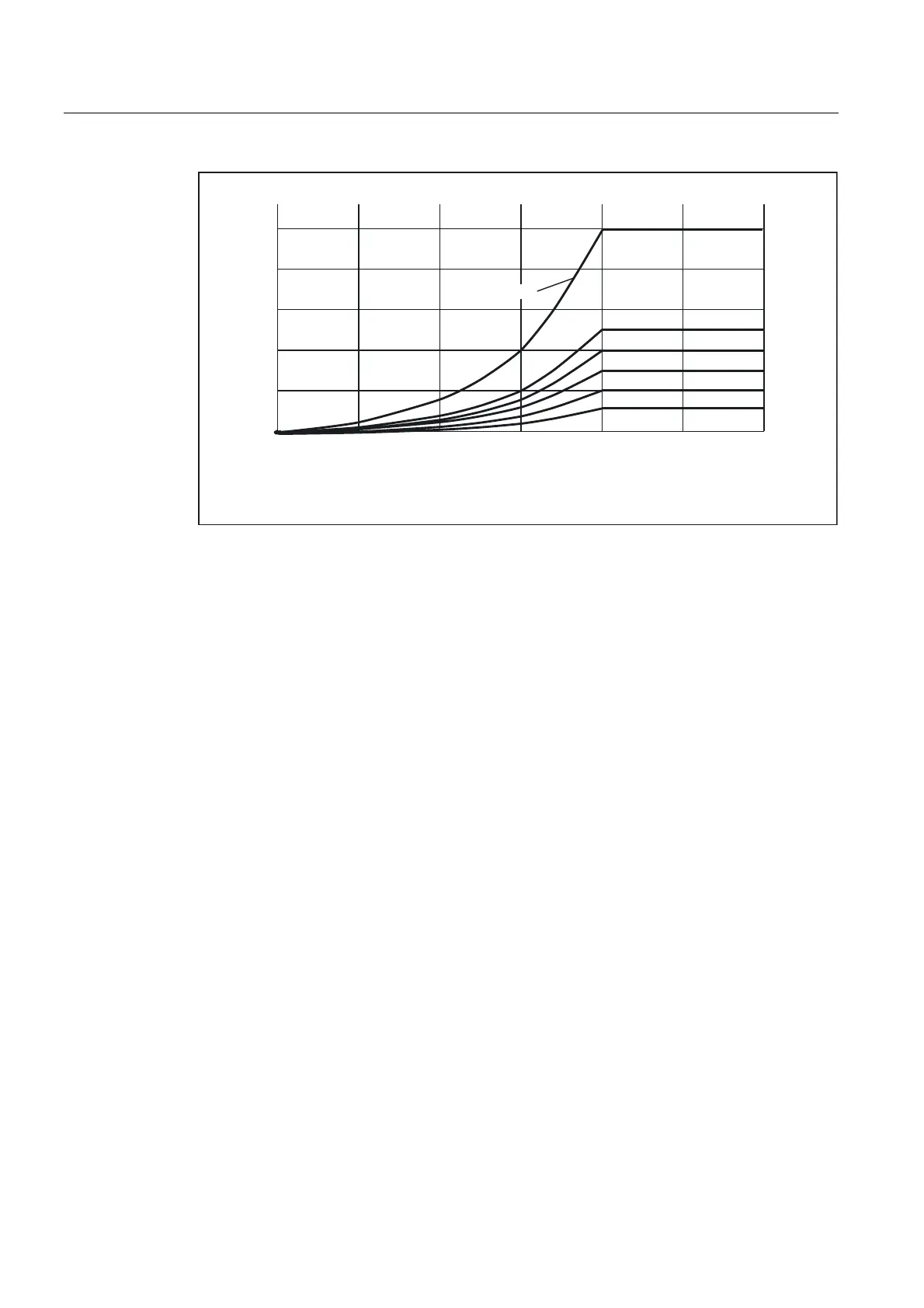
65VFDOHGRYHUVKRRWZLWKUHIHUHQFHWRWKHWRROUDGLXV
6WUDYHUVHRYHUVKRRW5UDGLXV
&RQWRXUDQJOH
>GHJUHHV@
',6&
65
',6&
Figure 2-29 Overshoot with DISC depending on contour angle
G451 (intersection)
If G function G451 is active, the position (intersection) resulting from the path lines (straight
line, circle or helix only) located at a distance of the tool radius to the programmed contour
(center-point path of the tool), is approached. Spines and polynomials are never extended.
 Loading...
Loading...

















