Detailed Description
2.4 Tool radius compensation 2D (TRC)
Basic logic functions: Tool Offset (W1)
Function Manual, 11/2006, 6FC5397-0BP10-2BA0
77
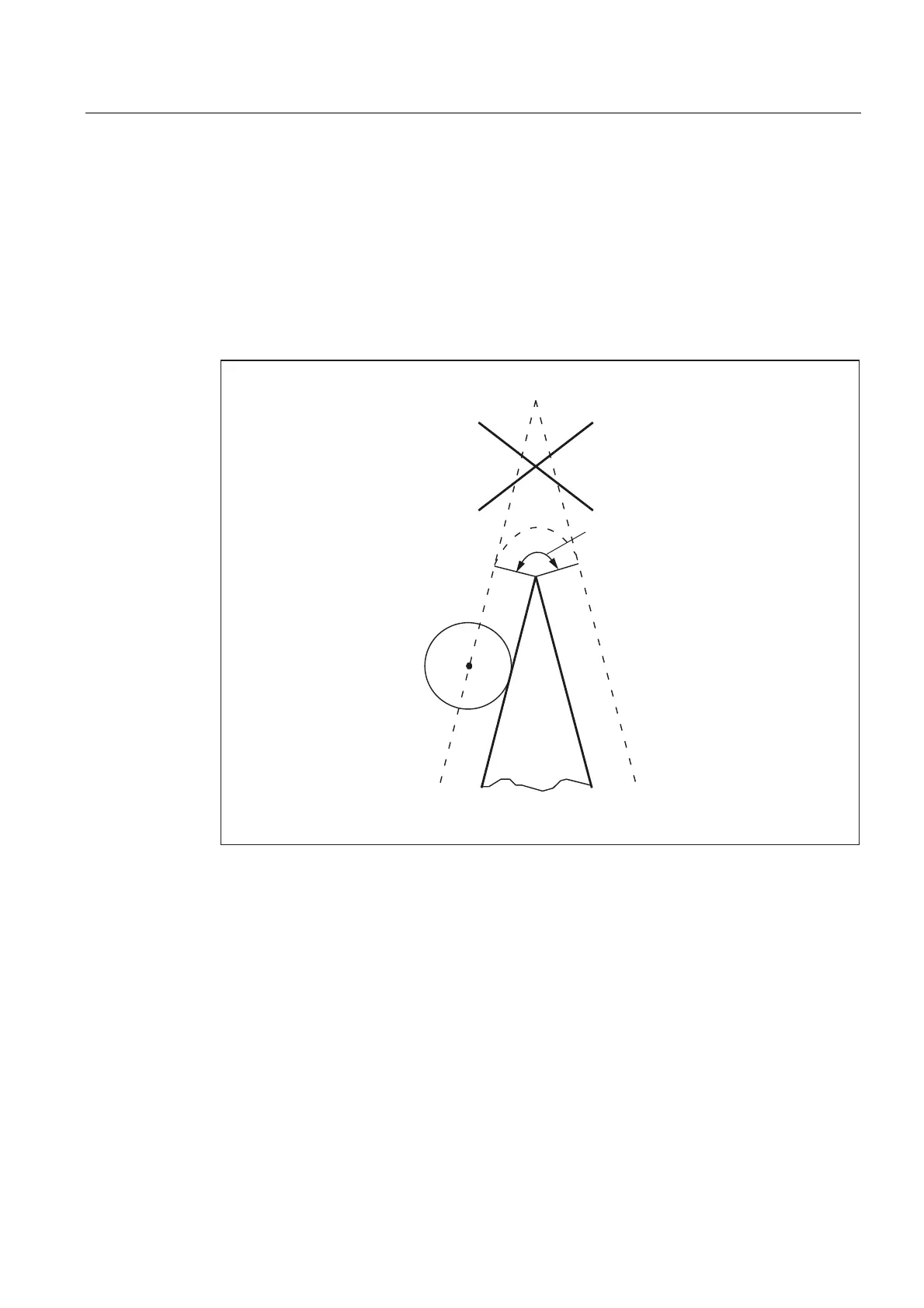
Very pointed outside corners
Where outside corners are very pointed, G451 can result in excessive idle paths. Therefore,
the system switches automatically from G451 (intersection) to G450 (transition circle, with
DISC where appropriate) when outside corners are very pointed.
The threshold angle (contour angle) for this automatic switchover (intersection point →
transition circle) can be specified in the machine data:
MD20210 $MC_CUTCOM_CORNER_LIMIT (Max. angle for compensation blocks with tool
radius compensation).
/RQJLGOHSDWKV
&RQWRXUDQJOH
Figure 2-30 Example of automatic switchover to transition circle
 Loading...
Loading...

















