DVP-15MC Series Motion Controller Operation Manual
11-254
11.6 G Code Instructions
CNC Introduction
As a multi-axis motion controller, the motion controller supports the standard CNC function and can execute
G codes statically to achieve the simple numerical control of machine tools and robot control. Beyond that,
it could also be applied to the occasions where G codes are used for positioning and path planning.
CANopen Builder software provides CNC G code editing function; user could edit G codes in the CNC
editor or import the G codes converted by other design software into this editor. When G codes are input in
the code list, the three-dimension chart of G codes is output in the preview window.
All G codes will be downloaded to the controller during the program download.
G codes need be called in the motion control program after being edited. Using DMC_CartesianCoordinate
instruction, the servo axis can be controlled for position interpolation.
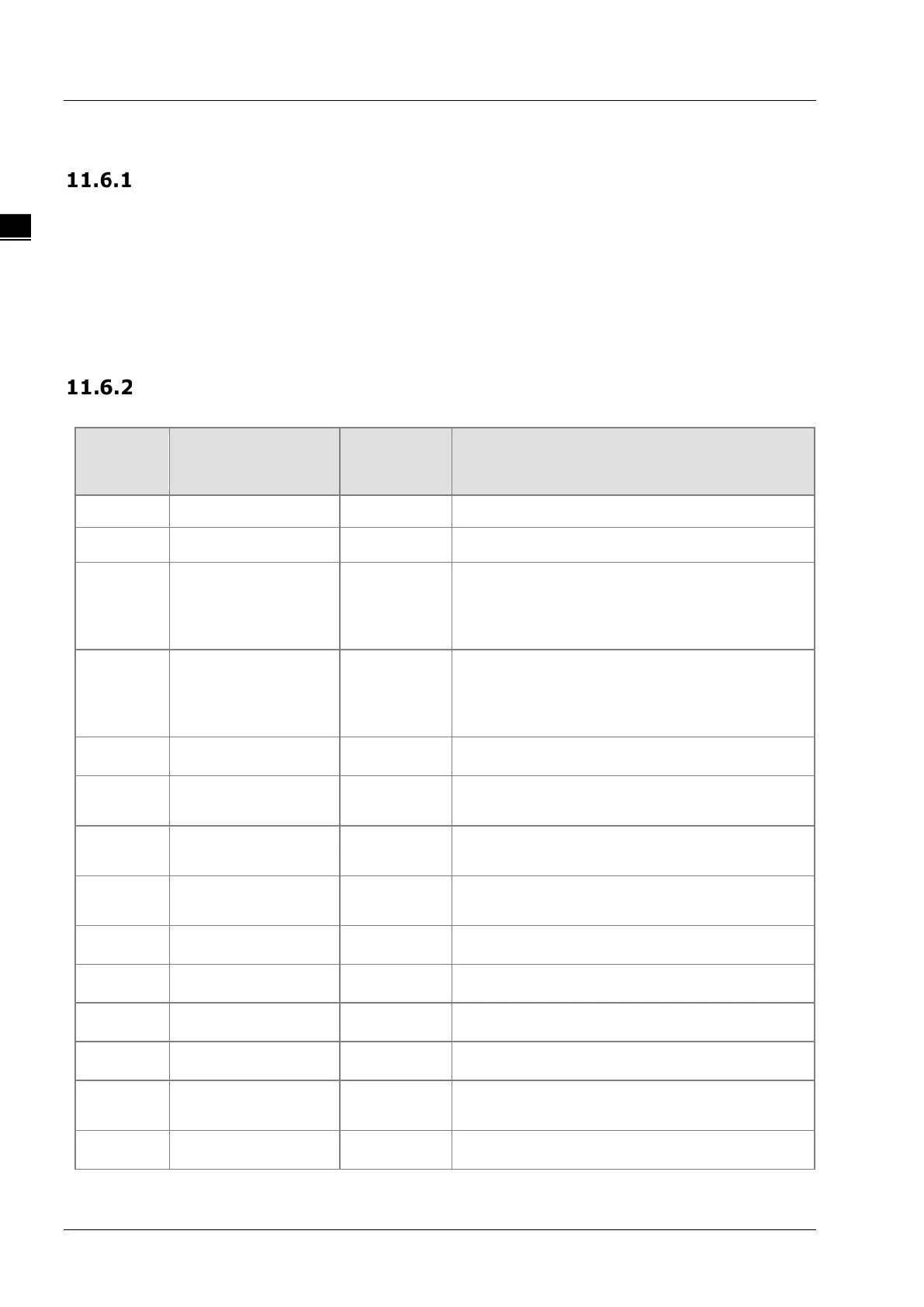
G Code Input Format
The G code formats that the motion controller supports are listed in the followint table.
G code Function
axes
supported
Format
Format 1: G0 X_ Y_ Z_ A_ B_ C_ P_ Q_
Format 1: G1 X_ Y_ Z_ A_ B_ C_ P_ Q_ E_ F_
G2
Clockwise circular
arc /helical
interpolation
8
Format 1: G2 X_ Y_ Z_ A_ B_ C_ P_ Q_ I_ J_ (I_
K_ / J_ K_)T_ E_ F_
Format 2: G2 X_ Y_ Z_ A_ B_ C_ P_ Q_ R_ T_
G3
Anticlockwise circular
arc /helical
interpolation
8
Format 1: G3 X_ Y_ Z_ A_ B_ C_ P_ Q_ I_ J_ (I_
K_ / J_ K_)T_ E_ F_
Format 2: G3 X_ Y_ Z_ A_ B_ C_ P_ Q_ R_ T_
G4 Delay instruction -- Format 1: G4 K_
G17
XY plane for circular
interpolation
-- Format 1: G17
G18
interpolation
-- Format 1: G18
G19
YZ plane for circular
interpolation
-- Format 1: G19
G90 Absolute mode -- Format 1: G90
G91 Relative mode -- Format 1: G91
G50 Precise stop -- Format 1: G50
G51 Round path transition -- Format 1: G51 D_
G52
transition
-- Format 1: G52
M0~M99 M Code -- Format 1: M_ D_

 Loading...
Loading...