Operating manual
CNC 8055
CNC 8055i
MANUAL
6.
·T· MODEL
SOFT: V02.2X
·119·
Movement with an electronic handwheel
6.2.2 Path handwheel
The "path handwheel" mode acts when the switch is in one of the handwheel positions. With this
feature, it is possible to jog two axes of the plane at the same time along a linear path (chamfer)
or circular path (rounding) with a single handwheel. The CNC assumes as the path handwheel the
general handwheel or, when this one is missing, the one associated with the X axis.
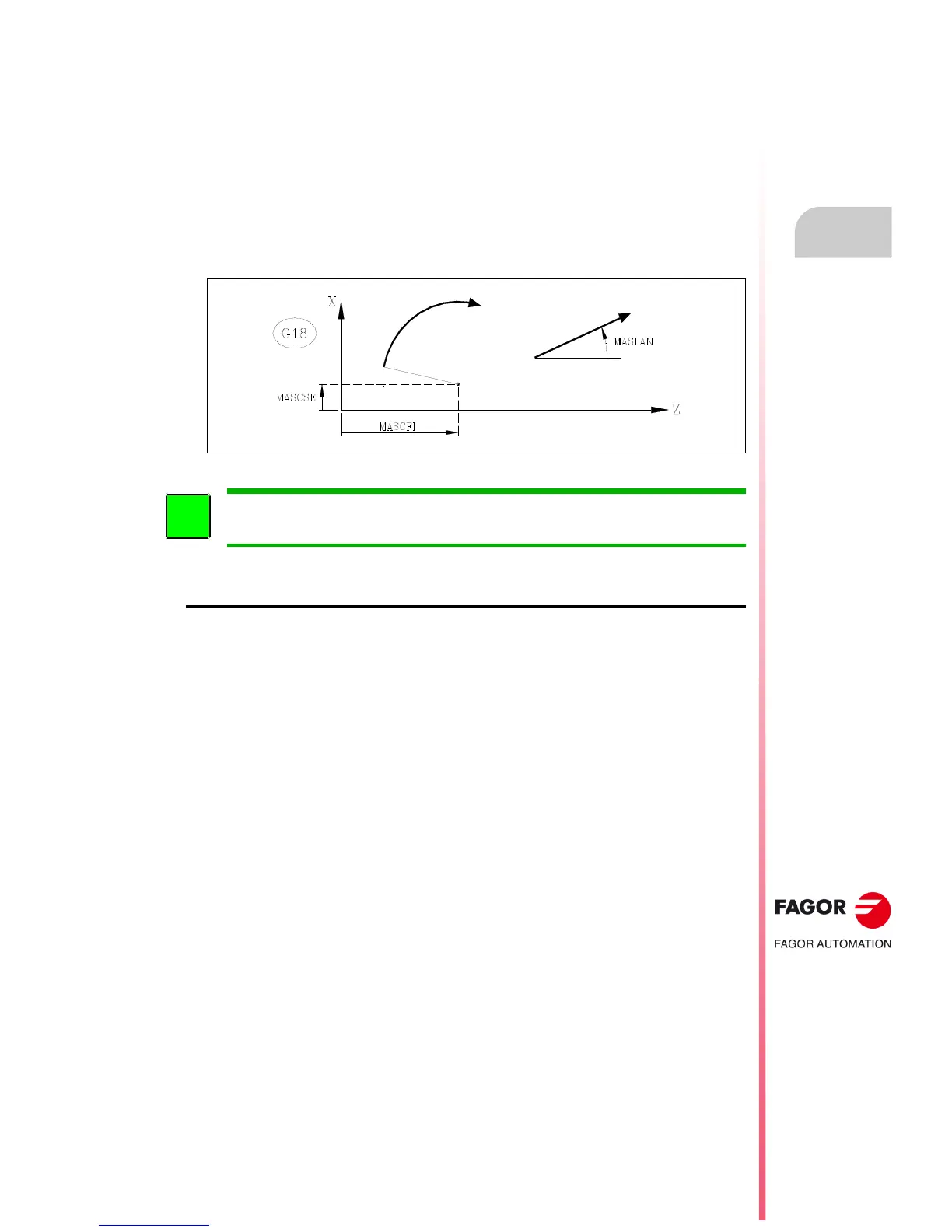
The data to define the paths is defined using the following variables.
• For a linear path, indicate the path angle in the MASLAN variable (value in degrees between
the linear path and the first axis of the plane).
• For an arc, indicate the arc center coordinates in the MASCFI, MASCSE variables (for the first
and second axes of the main plane).
Variables MASLAN, MASCFI and MASCSE may be read and written from the CNC, DNC and PLC.
Operation in path-handwheel mode
When selecting the path handwheel mode, the CNC behaves as follows.
• If there is a general handwheel, it will be the one working in path handwheel mode. The individual
handwheels, if any, will remain associated with the corresponding axes.
• If there is no general handwheel, the individual handwheel associated with the X axis then works
in path-handwheel mode.
The movements in path-handwheel may be aborted by pressing the [STOP] key or setting the jog
switch to one of the continuous or incremental positions.
Considerations about the jog movements
Path-handwheel movements respect the travel limits and the work zones.
This feature must be managed from the PLC. This feature is usually activated and deactivated by
means of an external push-button or a key configured for that purpose, as well as the selection of the
type of path.

 Loading...
Loading...