·60·
Operating manual
CNC 8055
CNC 8055i
4.
EXECUTE / SIMULATE
·T· MODEL
SOFT: V02.2X
Block search. Switching from simulation to execution
4.1.3 Manual block search
It serves to restore the history of the program up to a block defined by the user:
A. If it is a motion block, the program simulation stops once that block is completed.
B. If it is a program flow changing block (GOTO, RPT, CALL, EXEC), the simulation stops in that
block, but without jumping to the new block.
C. If it is a positioning block that has a canned cycle or a subroutine or a modal program associated
with it, the program simulation stops once the positioning is done leaving the execution of the
canned cycle or modal subroutine for after repositioning.
D. In the case of blocks calling upon irregular-pocket-with-islands cycle calling and TRACE, DIGIT
or PROBE cycles, the program simulation stops in the calling block, but without simulating
anything in that cycle.
To access the manual block search, press <BLOCK SELECTION> and press one of the operating
modes <EXEC G SEARCH> or <EXEC GMST SEARCH>.
PROGRAM SELECTION:
This option will be used when the final execution or simulation block belongs to another program
or to a subroutine resident in another program.
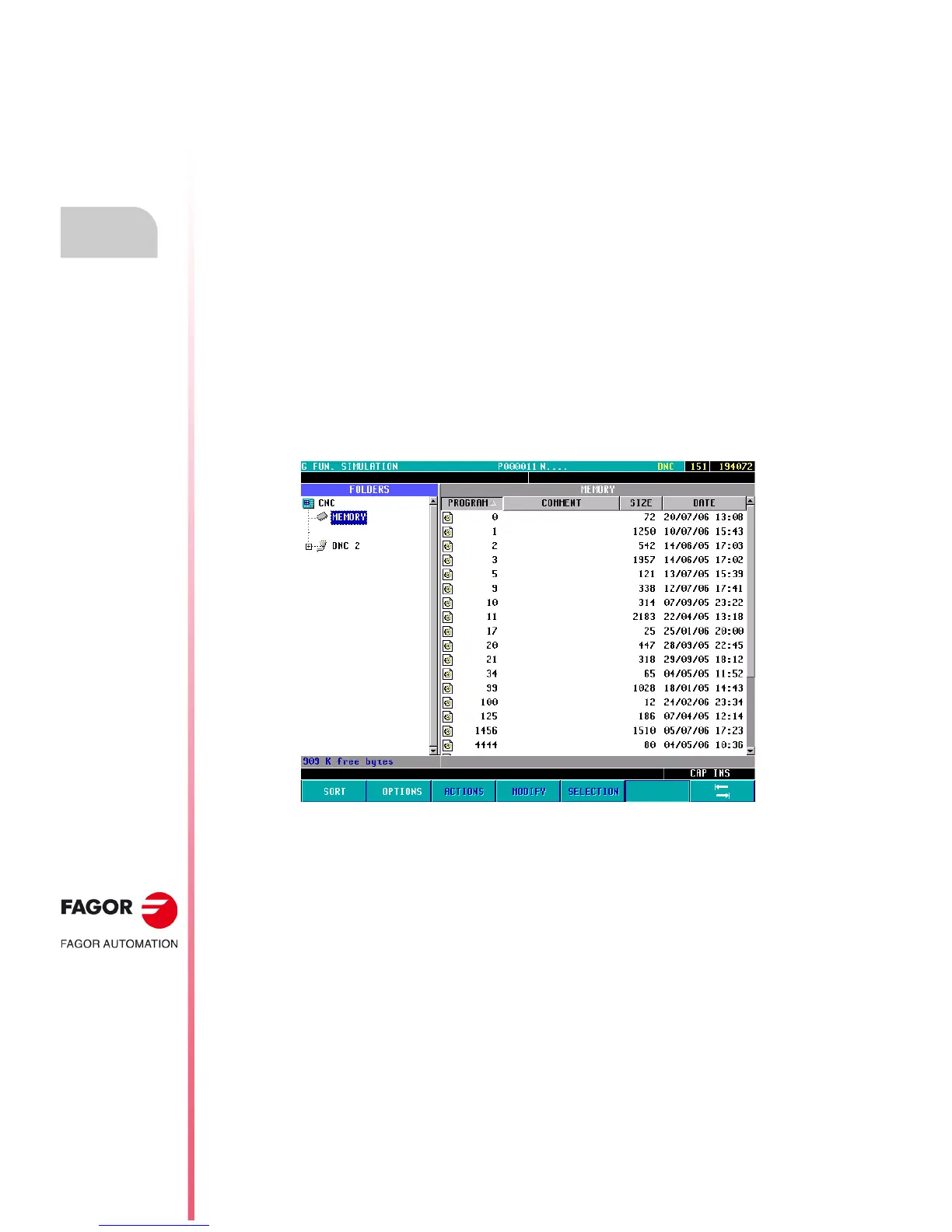
Pressing the <PROGRAM SELECTION> softkey opens an explorer-type window for selecting a
program of any unit such as hard disk, DNC, DNCE.
NUMBER OF TIMES
This function will be used to indicate that the execution or simulation of the selected program must
stop after executing the "end block" several times.
When selecting this function, the CNC will request the number of times to be executed or simulated.
If the selected block has a number of block repetitions, the program will stop after doing all the
repetitions indicated.

 Loading...
Loading...