·180·
Operating manual
CNC 8055
CNC 8055i
10.
PLC
·T· MODEL
SOFT: V02.2X
Monitoring
10.3.2 PLC monitoring in ladder diagram language
Displaying the PLC program in ladder diagram requires a previous analysis whose duration depends
on the size of the program and on the workload of the CPU.
The analysis is only carried out if the PLC program has been compiled. The CNC will issue a warning
message when trying to analyze the PLC program if it is not compiled.
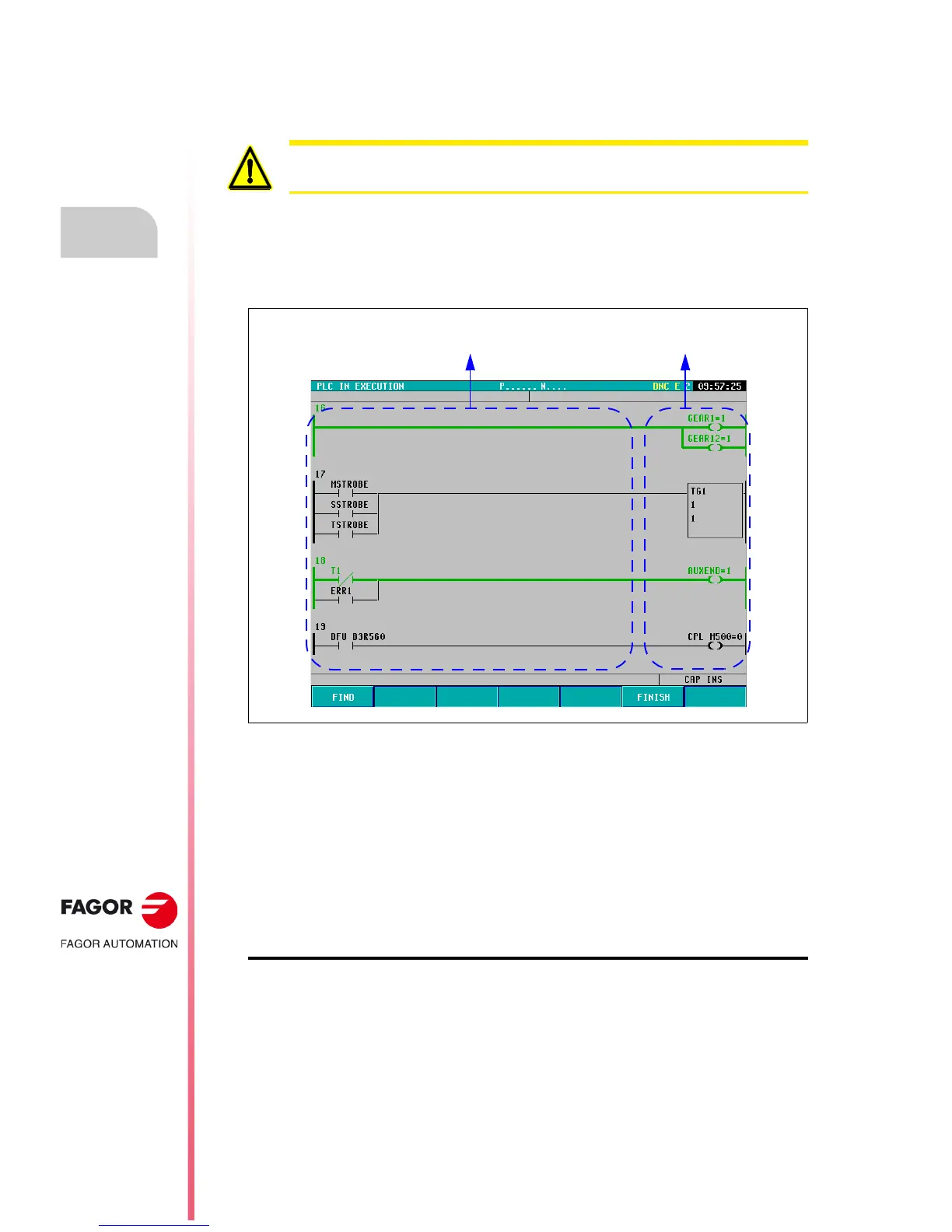
The figure shows the PLC monitoring screen in ladder diagram. The left side shows the consultation
contacts and the right side shows the contacts of the actions corresponding to the block
consultations.
As can be seen in the figure, the instructions of the PLC program in ladder language consist of
elements interconnected by segments. It also shows the logic way for the flow highlighted with a
thicker green line and shows the values of registers, timers, counters, etc.
Use the ] [] [PAGE UP] [PAGE DOWN] keys to move from one block to another through the
program.
The actions resulting from each block are shown on the right side of the screen (always in the same
position). This way, if the block is longer than the width of the screen, the user can move through
the left side of the program using the [] [] keys while the actions resulting from each block are
always displayed on the right side of the screen.
"Find" softkey
This softkey may be used to run different kinds of searches in the PLC program in ladder diagram:
BEGINNING: Shows the first blocks of the PLC program in ladder diagram.
END: Shows the last blocks of the PLC program in ladder diagram.
TEXT: To search for the text indicated by the user. If there are several matches for the
text, it highlights the first one in yellow. To see the rest of the texts found, use the
softkey "PREVIOUS ELEMENT" and "NEXT ELEMENT".
BLOCK: It may be used to enter the block number to be displayed on the screen. The blocks
are numbered sequentially. The block number is only displayed on the contact
(ladder) monitoring screen.
It is not possible to analyze programs larger than the CNC memory capacity or programs with more
than 10000 blocks.

 Loading...
Loading...