Operating manual
CNC 8055
CNC 8055i
MACHINE PARAMETERS
12.
·T· MODEL
SOFT: V02.2X
·215·
Miscellaneous function tables "M"
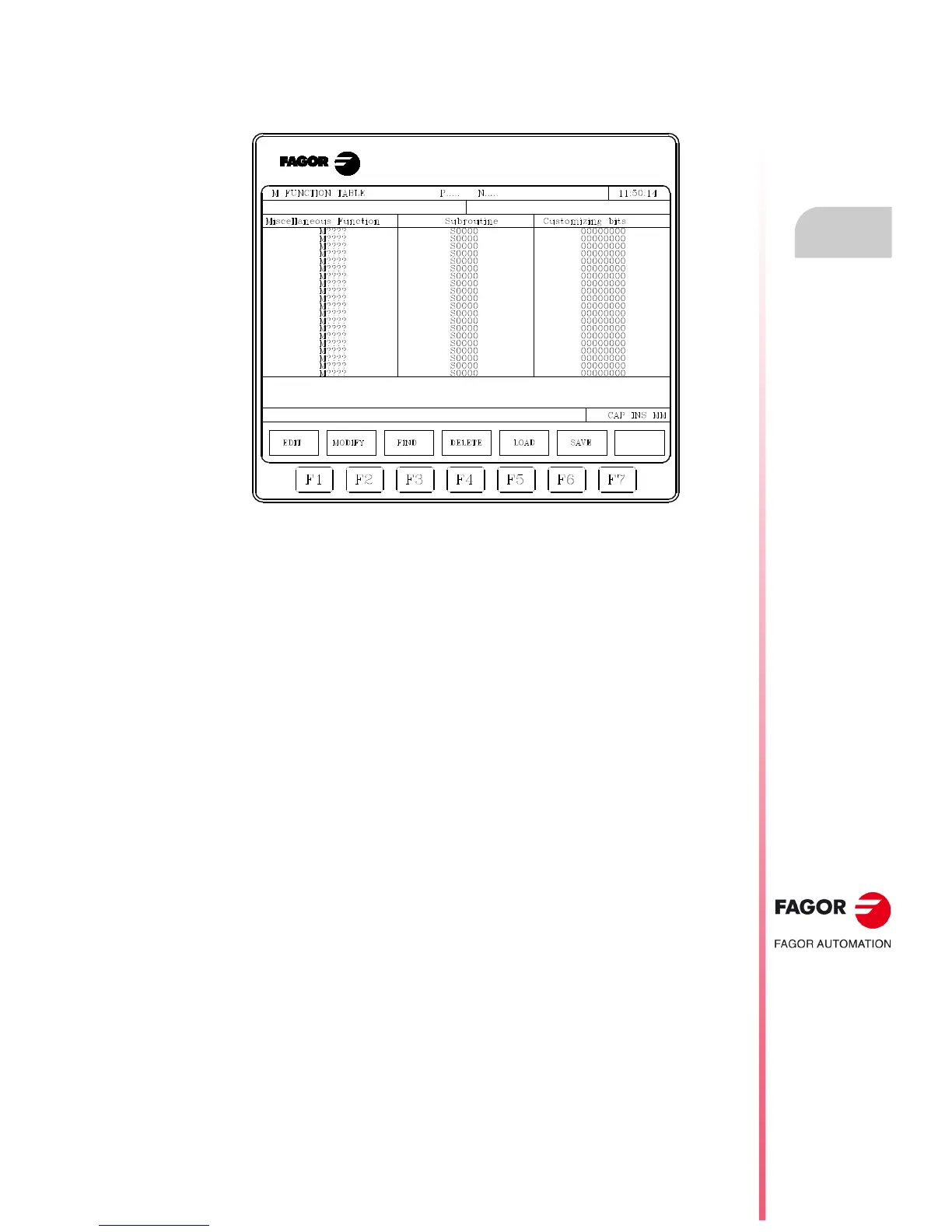
12.2 Miscellaneous function tables "M"
The table corresponding to the miscellaneous M functions has the following structure:
The number of M functions in the table is defined by means of the general machine parameter
"NMISCFUN". The following is defined for each line:
• The number (0-9999) of the defined miscellaneous M function.
If an M function is not defined, the CNC will show M????.
• The number of the subroutine which is required to associate to this miscellaneous function.
• 8 setting bits.
Bit 0 Indicates whether the CNC must (=0) or must not (=1) wait for the signal AUXEND (signal
of the M executed) to resume program execution.
Bit 1 Indicates whether the M function is executed before (=0) or after (=1) the movement of
the block in which it is programmed.
Bit 2 Indicates whether the execution of the M function interrupts (=1) or not (=0) the
preparation of the blocks.
Bit 3 Indicates whether the M function is executed after calling the associated subroutine (=0)
or only the associated subroutine is executed (=1).
Bit 4 When bit 2 is set to "1", it indicates whether block preparation is to be interrupted until
the "M" function starts executing (=0) or until its execution is finished (=1).
The rest of the bits are not being used at this time.
xxxxxxxx
(7) (6) (5) (4) (3) (3) (1) (0)

 Loading...
Loading...