Shimming
8-30
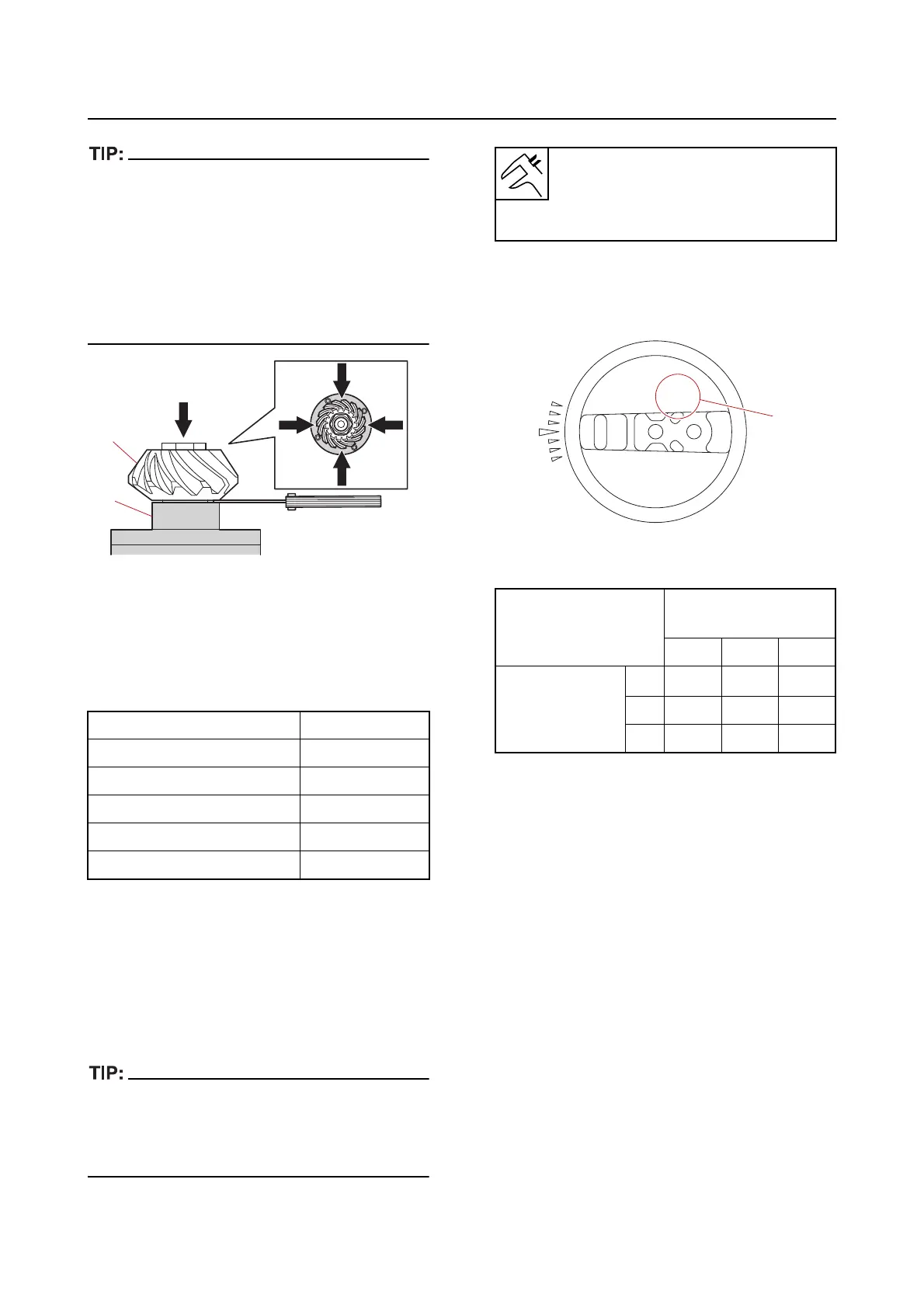
• When measuring the distance, insert the end
of the thickness gauge straight into the gap at
the measurement point. Do not insert the
thickness gauge at an angle.
• Measure the distance at 4 points: “a”, “b”, “c”,
and “d”.
• Write down
the measurement data in the
shimming check sheet.
k. Determine the distance average, and
then round down the average to 2 dec-
imal places.
(mm)
l. Determine the pinion shim (T3) thick-
ness adjustment using the “Pinion
shim (T3) selection table”
according to
the rounded average (M) and the devi-
ation (P) stamped on the lower case.
See “Pinion shim (T3) selection table”
(A-13).
The (P) mark “a” is stamped on the trim tab
mounting surface of the lower case in 0.01 mm
units. If the (P) mark is unreadable, replace the
lower case.
(M) = 0.24
(P) = –3
(T3) = 0.95 mm from the “Pinion shim
(T3) selection table”.
m. Remove the special service tools, and
then install
the determined pinion
shims (T3).
Measuring the forward gear backlash
• Spray anti-rust lubricant on the gear and
bearings before installation. Do not apply
gear oil to the parts. Otherwise, correct mea-
surements cannot be obtained.
• Keep the
parts free of foreign material, such
as dirt and lint.
• When measuring
the forward gear or reverse
gear backlash, use the original bearings and
shims.
1. Install:
• Forward gear
shim (T1)
• Tapered roller bearing outer race
Measurement point “a” 0.24
Measurement point “b” 0.24
Measurement point “c” 0.25
Measurement point “d” 0.25
Average 0.2450
Round-down average (M) 0.24
Available shim thicknesses
Pinion shims
0.10/0.12/0.15/0.18/0.30/0.40/0.50
mm
Pinion height mea-
surement (M)
0.23 0.24 0.25
Stamped value
on
the lower
case (P)
–2
↓
–3 0.95
–4