Operating manual.
CNC 8060
CNC 8065
7.
JOG MODE. PART CENTERING (MILL MODEL)
Basic operation.
·152·
(REF: 1807)
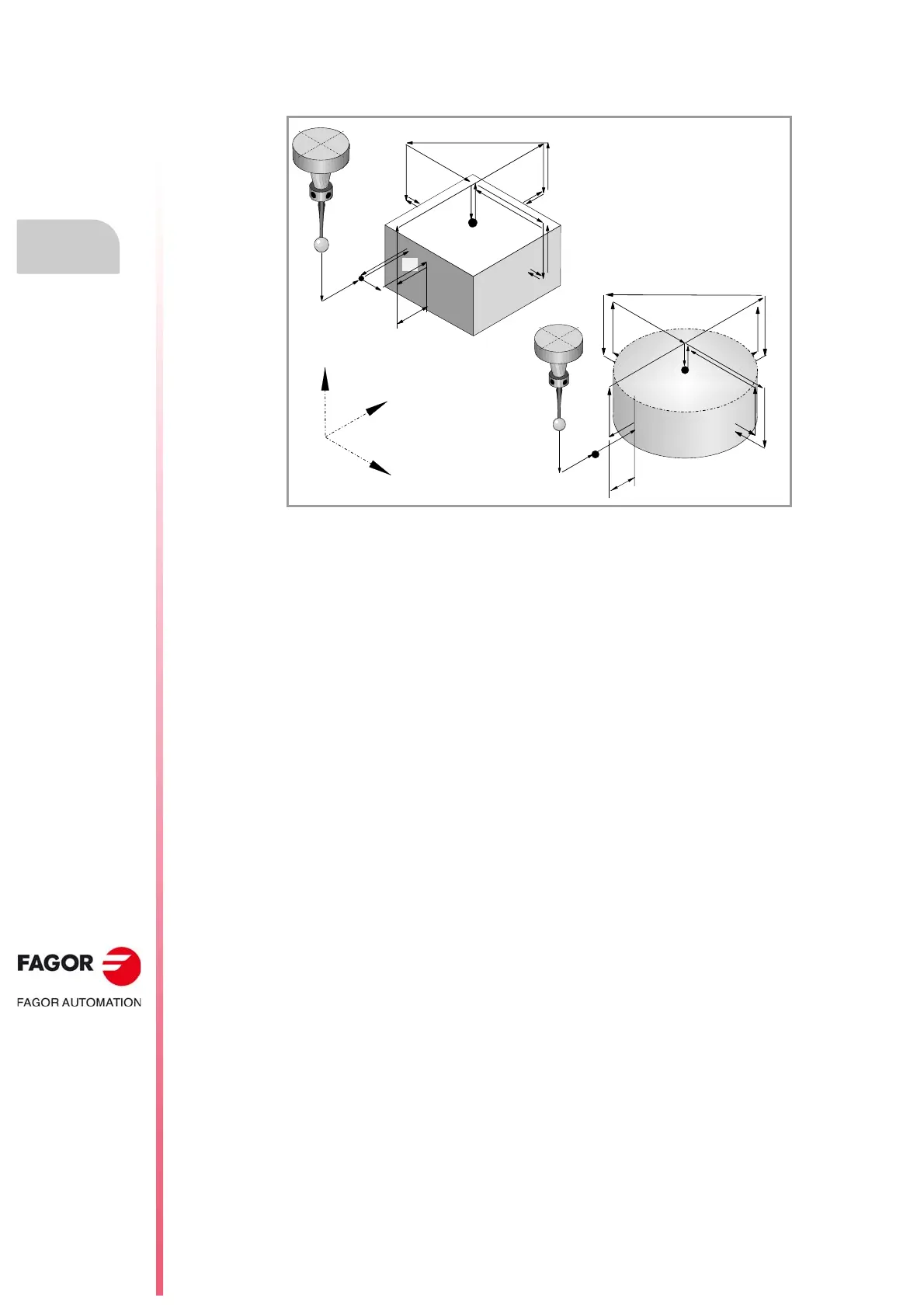
7.3 Basic operation.
1 The cycle executes the "M-before" functions.
2 Approach movement (if any of parameters ·XYZ· has been defined).
Movement of the probe at the selected feedrate from the cycle calling point to the first
approach point defined by parameters ·XYZ·.
The approaching movement is made in two stages. It first moves in the work plane and
then along the axis perpendicular to the plane.
3 Probing of the first point
The cycle makes a first probing movement, a withdrawal movement and a second
probing move. After the second probing move, the probe withdraws to the approach
point.
First probing movement. Probe movement along the selected axis at feedrate ·Fs· until
the probe signal is received.
Withdrawal movement. Return of the probe in rapid (G00) the distance indicated in ·Dr·.
Second probe. Probing movement at feedrate ·F· until the probe signal is received.
Withdrawal movement. Rapid probe movement (G00) from the probing point to the
starting point.
4 If the part is rectangular and probing on two points has been programmed, repeat the
probing in a different point of the surface. The cycle uses this second probing to calculate
the inclination of the part.
Approach movement. Movement parallel to the probed side to touch a different point of
the same side, located at 1/4 the length programmed in ·Ly·.
Probing movement. Probing movement at feedrate ·F· until the probe signal is received.
Withdrawal movement. The probe returns to the safety position located at a ·Ds· distance
from the part.
5 Approach movement to the second probing point.
Movement of the probe from the first approach point to the second located in front of the
first one.
The perpendicular axis moves the ·Dz· distance up in rapid (G00). Then the probe moves
over the part, at the selected feedrate, to the next approach point. The probe moves a
·Dz· distance back down at feedrate ·Fs·
For the movement, the cycle takes into consideration the dimensions of the part and, if
it is rectangular, its inclination angle. If in this last movement, the probe touches the part,
the CNC shows an error at the cycle parameter value.
Z
X
Y
Dz
Ds
4
2
7
6
1
10
3
5
8
9
11
Ds
2
1
5
3
4
6
7
8
10
9
12
13
Dz