Automated Plasma Interface 460
HPR and HD4070 Part Program Support
The same Cut Chart data which is used at the Cut Chart setup screen may also be used within a part
program to configure the power supply for use. This code is used to select the set point for each
variable.
It is not necessary to have a line of code for each Cut Chart variable within a part program. Only
those variables which are changing need be inserted into the part program (e.g. Material Thickness or
Material Type).
Part program codes for the power supply
should be grouped together at the beginning of the program.
The three variables which may be set through the part program are Material Type, Current Setting
and Material Thickness.
Cut parameters for the power supply may be configured using the EIA-274D G59 code with the
following format.
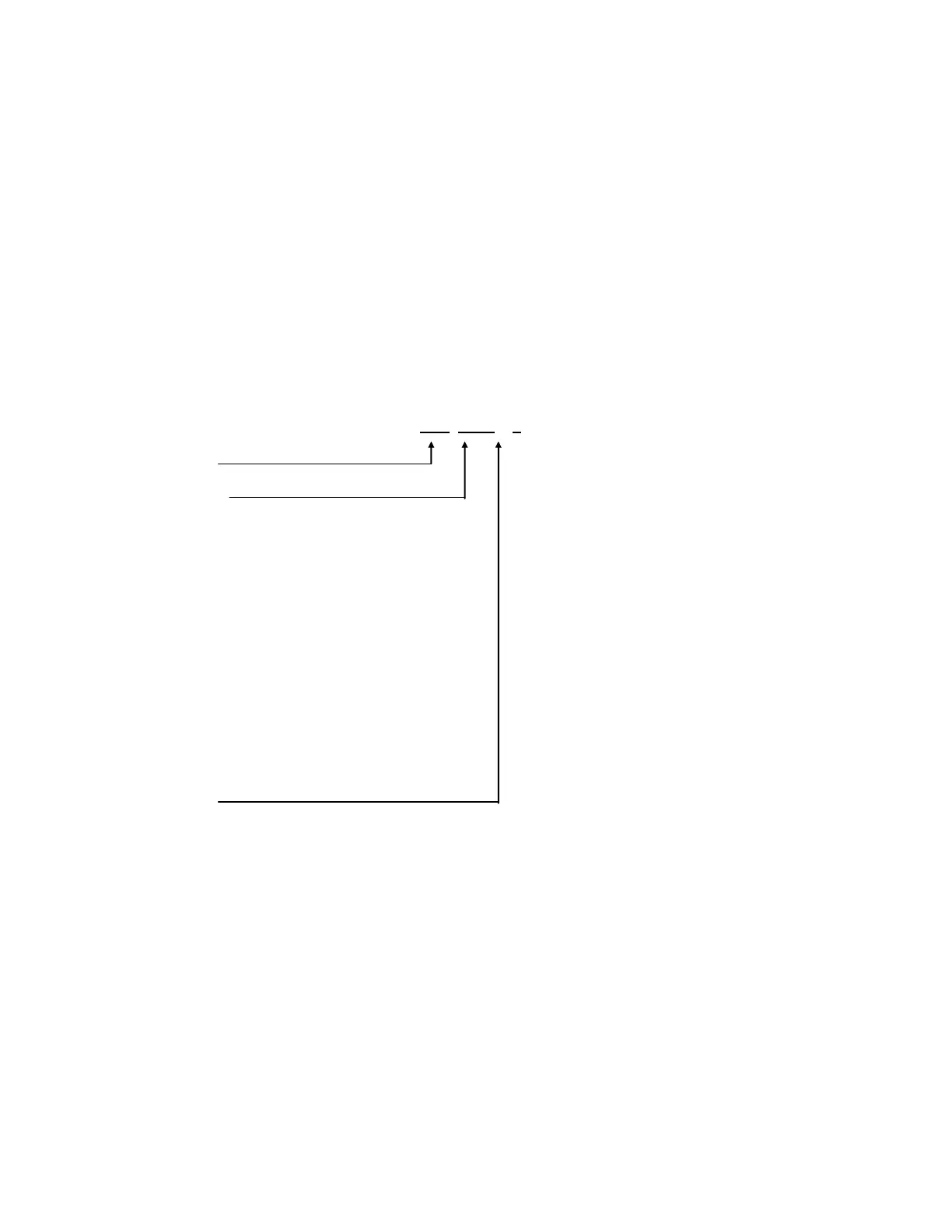
Example: G59 V503 F5
Misc. G Code
Variable Identity
V503 – Material Type Plasma 1
V513 – Material Type Plasma 2
V523 – Material Type Marker 1
V533 – Material Type Marker 2
V504 – Current Setting Plasma 1
V514 – Current Setting Plasma 2
V524 – Current Setting Marker 1
V534 – Current Setting Marker 2
V507 – Material Thickness Plasma 1
V517 – Material Thickness Plasma 2
V527 – Material Thickness Marker 1
V537 – Material Thickness Marker 2
Variable Value
V503, V513, V523, V533 – Material Type
1 = Mild Steel
2 = Stainless Steel
3 = Aluminum
V504, V514, V524, 534 – Current Setting
7 = 7A 70 = 70A
10 = 10A 80 = 80A
15 = 15A 100 = 100A
18 = 18A 130 = 130A
30 = 30A 200 = 200A
45 = 45A
Variable Value (continued )