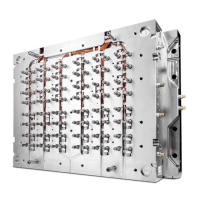
3. Check the bottom face of the nozzle counterbore for damage. If damaged,
lap the bottom face of the nozzle in a circular fashion with a hardened
tool and 300 grit lapping compound. If the nozzle counterbore is free of
damage, proceed to step 5.
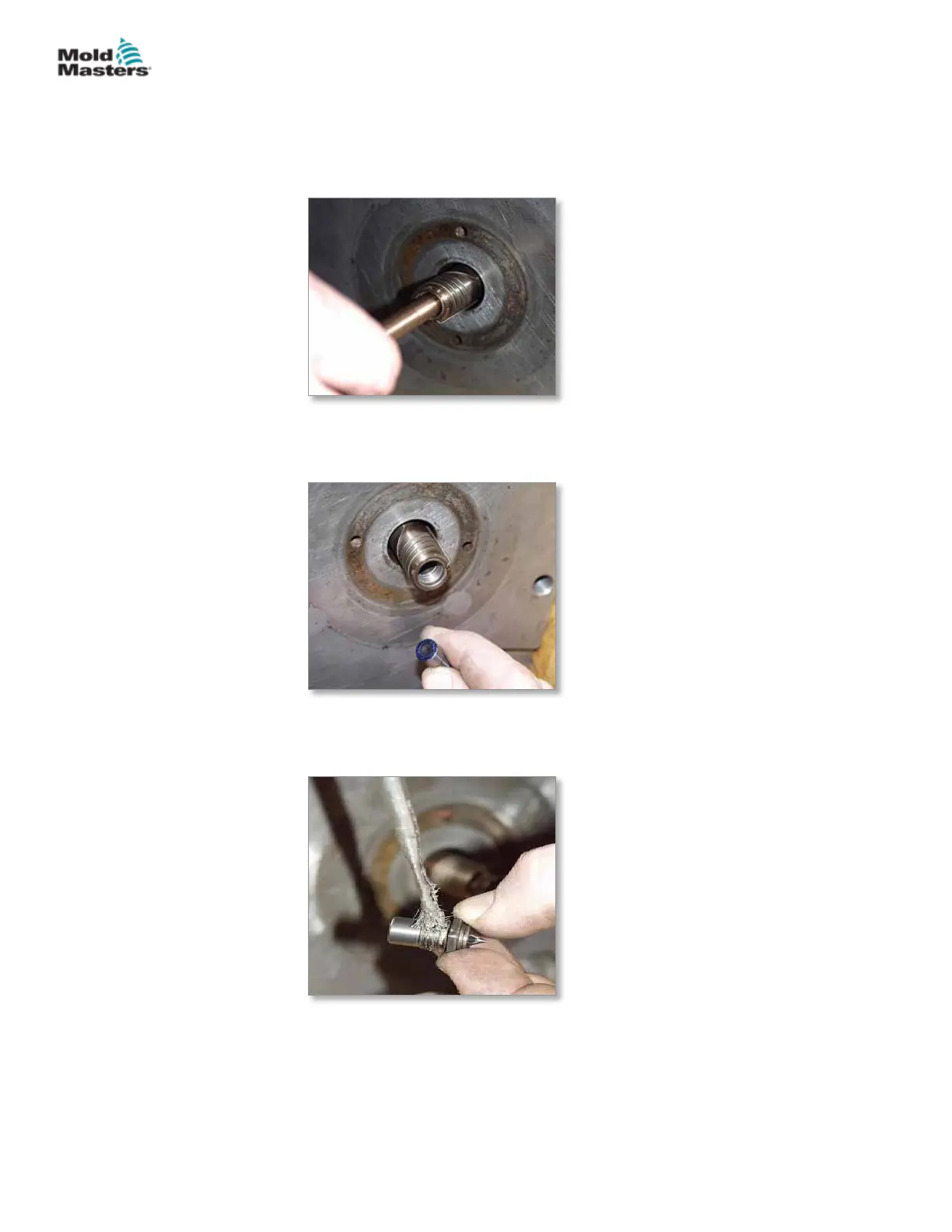
4. After lapping is complete, apply die spotting blue compound to the liner
to the nozzle to ensure proper mating. If the liner is making good contact,
clean the die spotting blue compound o both faces.
5. Apply nickel based anti-seize compound to the gate seal threads ONLY.
Make sure that the internal runner is clean and free from anti-seize
compound.
6. Using a socket wrench, re-install the gate seal being careful not to
damage it.
7. Torque the gate seal to the appropriate value. Refer to “Torque Settings”
on page 15-24.
8. Check that the seal has bottomed out, heat nozzle to process
temperature and re-torque seal.
Gate Seal Replacement - continued
15-15MAINTENANCE
Hot Runner User Manual
© 2020 Mold-Masters (2007) Limited. All Rights Reserved.