Tools | Tool data
4
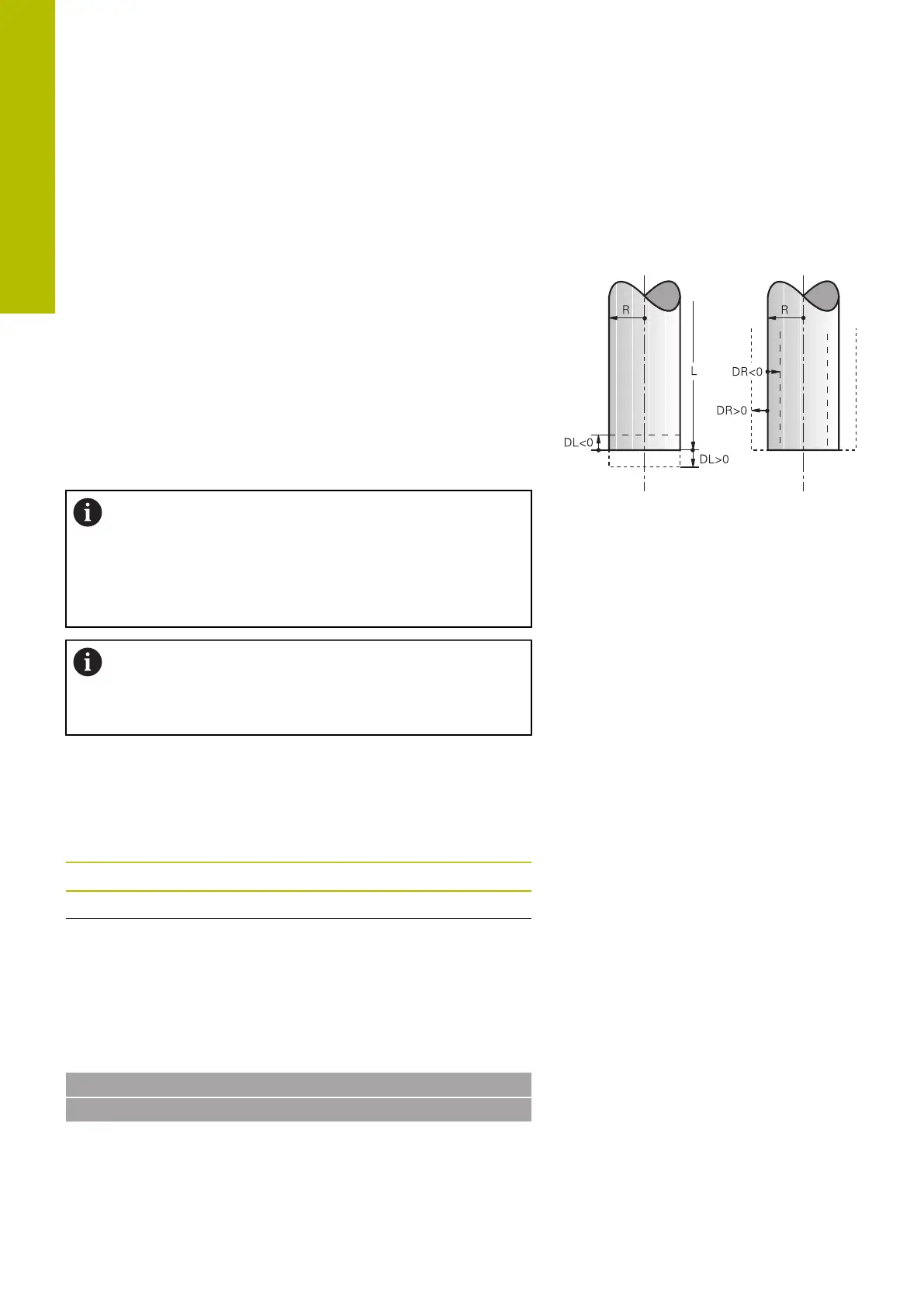
Tool radius R
You can enter the tool radius R directly.
Delta values for lengths and radii
Delta values are offsets in the length and radius of a tool.
A positive delta value represents a tool oversize (DL, DR>0). For
a machining operation with an oversize, enter the value for the
oversize in the NC program with TOOL CALL or with the help of a
compensation table.
A negative delta value describes a tool undersize (DL, DR<0). An
undersize is entered in the tool table for wear.
Delta values are usually entered as numerical values. In a TOOL
CALL block, you can also assign the values to Q parameters.
Input range: You can enter a delta value with up to ± 99.999mm.
Delta values from the tool table influence the graphical
representation of the clearing simulation.
Delta values from the NC program do not change the
depicted size of the tool in the simulation. However, the
programmed delta values move the tool in the simulation
by the amount of the defined value.
Delta values from the TOOL CALL block influence the
position display depending on the optional machine
parameter progToolCallDL (no. 124501; branch
CfgPositionDisplay no. 124500).
Tool-specific Q parameters used as delta values
The control calculates all tool-specific Q parameters while a tool call
is being executed. The respective Q parameters cannot be used as
delta values until the tool call has been completed.
Tool-specific Q parameters that can be used:
Q parameters Function
Q108 ACTIVE TOOL RADIUS
Q114 ACTIVE TOOL LENGTH
To be able to use tool-specific Q parameters as delta values, you
need to program a second tool call.
Example of ball-nose cutter:
You can use Q108 (active tool radius) to correct the length of a ball-
nose cutter to its center (DL - Q108).
1 TOOL CALL "BALL_MILL_D4" Z S10000
2 TOOL CALL DL-Q108
126
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
 Loading...
Loading...




