Programming contours | Approaching and departing a contour
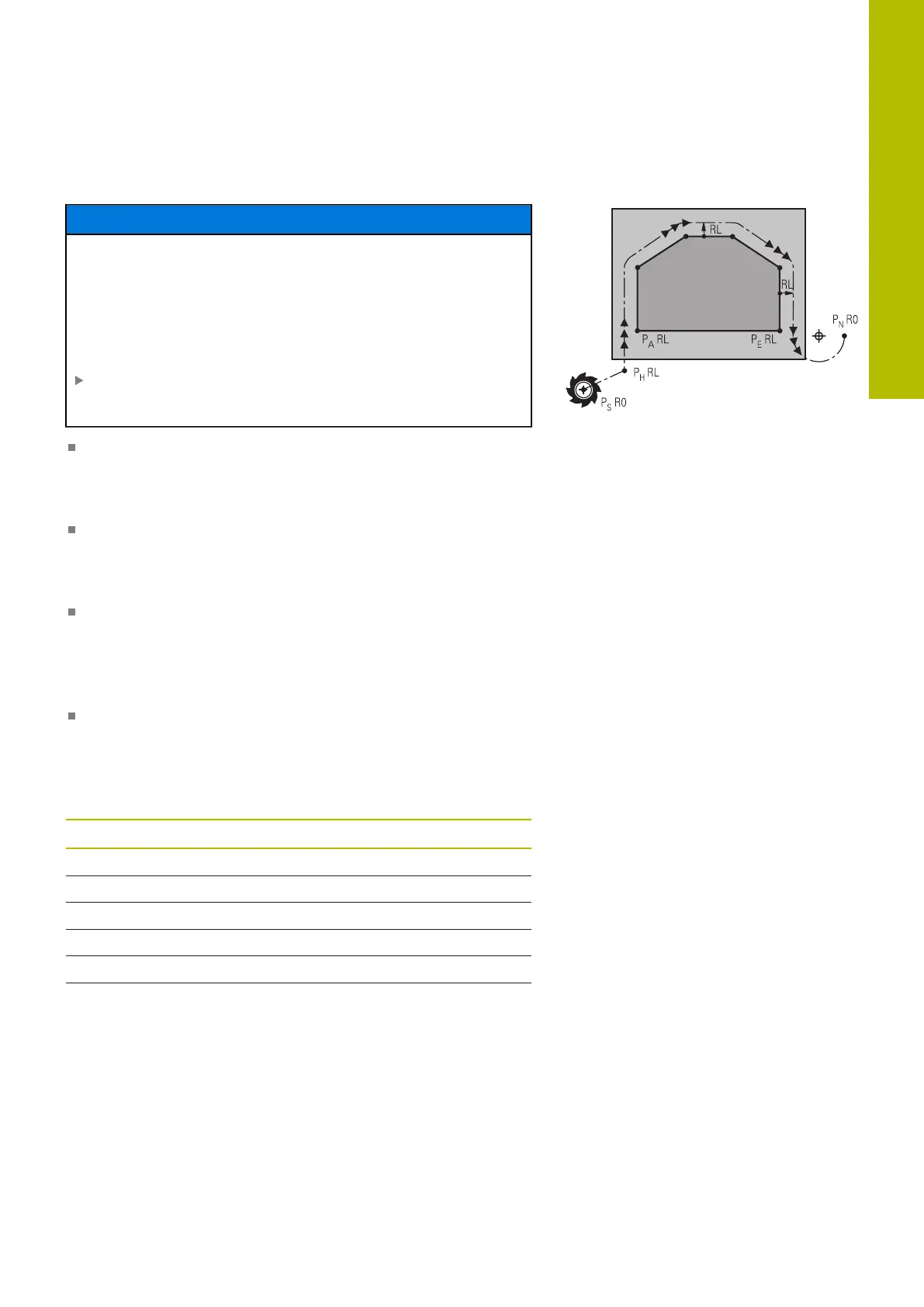
Important positions for approach and departure
NOTICE
Danger of collision!
The control traverses from the current position (starting point
P
S
) to the auxiliary point P
H
at the last feed rate entered. If you
programmed FMAX in the last positioning block before the
approach function, the control also approaches the auxiliary point
P
H
at rapid traverse.
Program a feed rate other than FMAX before the approach
function
Starting point P
S
You program this position in the block before the APPR block.
P
S
lies outside the contour and is approached without radius
compensation (R0).
Auxiliary point P
H
Some of the paths for approach and departure go through an
auxiliary point P
H
that the control calculates from your input in the
APPR or DEP block.
First contour point P
A
and last contour point P
E
You program the first contour point P
A
in the APPR block. The
last contour point P
E
can be programmed with any path function.
If the APPR block also includes the Z coordinate, the control
moves the tool simultaneously to the first contour point P
A
.
End point P
N
The position P
N
lies outside of the contour and results from
your input in the DEP block. If the DEP block also includes the Z
coordinate, the control moves the tool simultaneously to the end
point P
N
.
Designation Meaning
APPR Approach
DEP Departure
L Line
C Circle
T Tangential (smooth connection)
N Normal (perpendicular)
5
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
147