Special functions | Overview of special functions
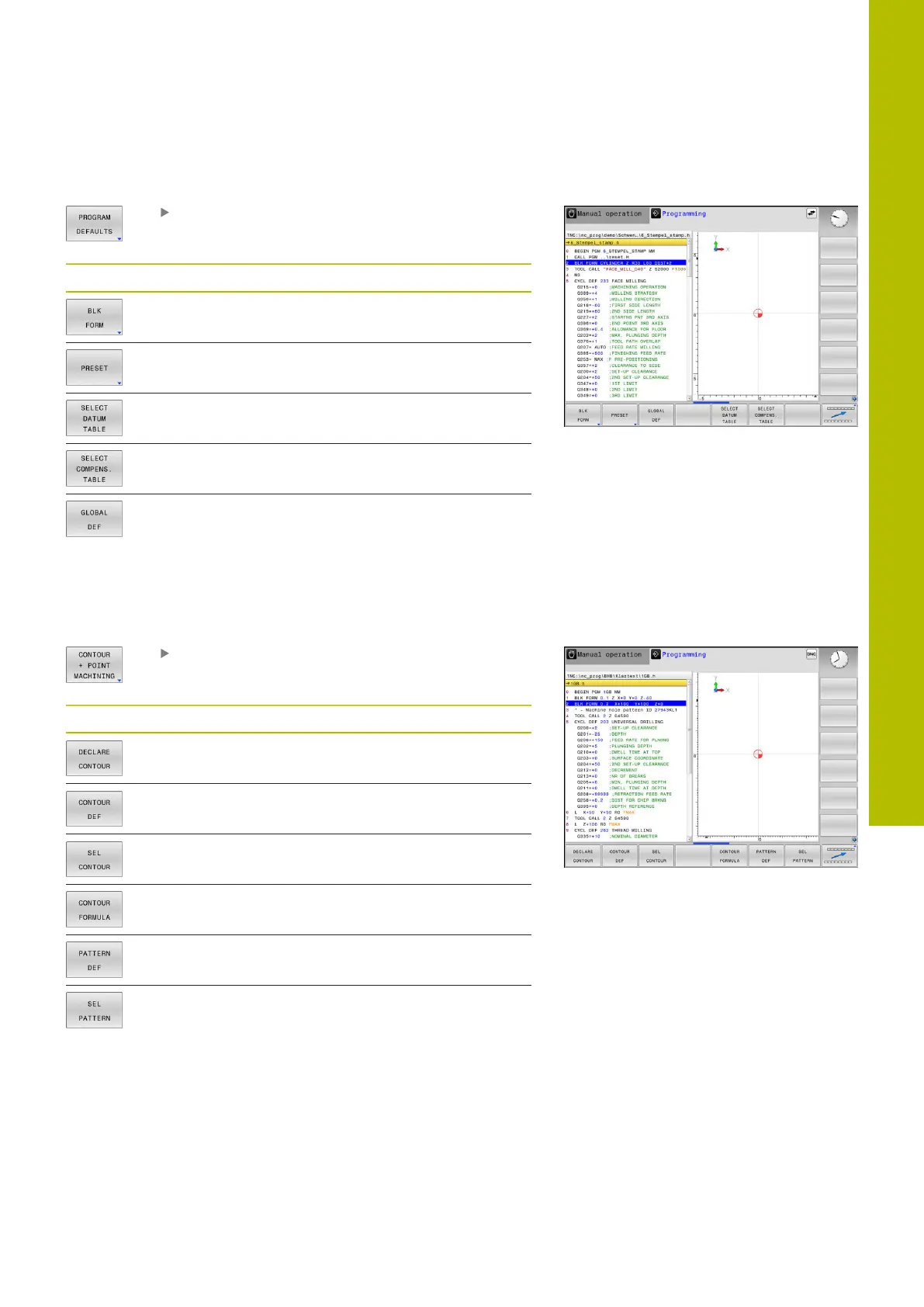
Program defaults menu
Press the Program Defaults soft key
Soft key Function Description
Define workpiece blank Page 91
Modifying the preset Page 391
Select datum table Page 397
Select compensation table Page 400
Define global cycle parameters See the User's
Manual for
Programming
of Machining
Cycles
Functions for contour and point machining menu
Press the soft key for functions for contour and
point machining
Soft key Function
Assign contour description
Define a simple contour formula
Select a contour definition
Define a complex contour formula
Define regular machining pattern
Select the point file with machining positions
Further information: User's Manual for Programming of Machining
Cycles
10
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
361
 Loading...
Loading...




