Special functions | Overview of special functions
10
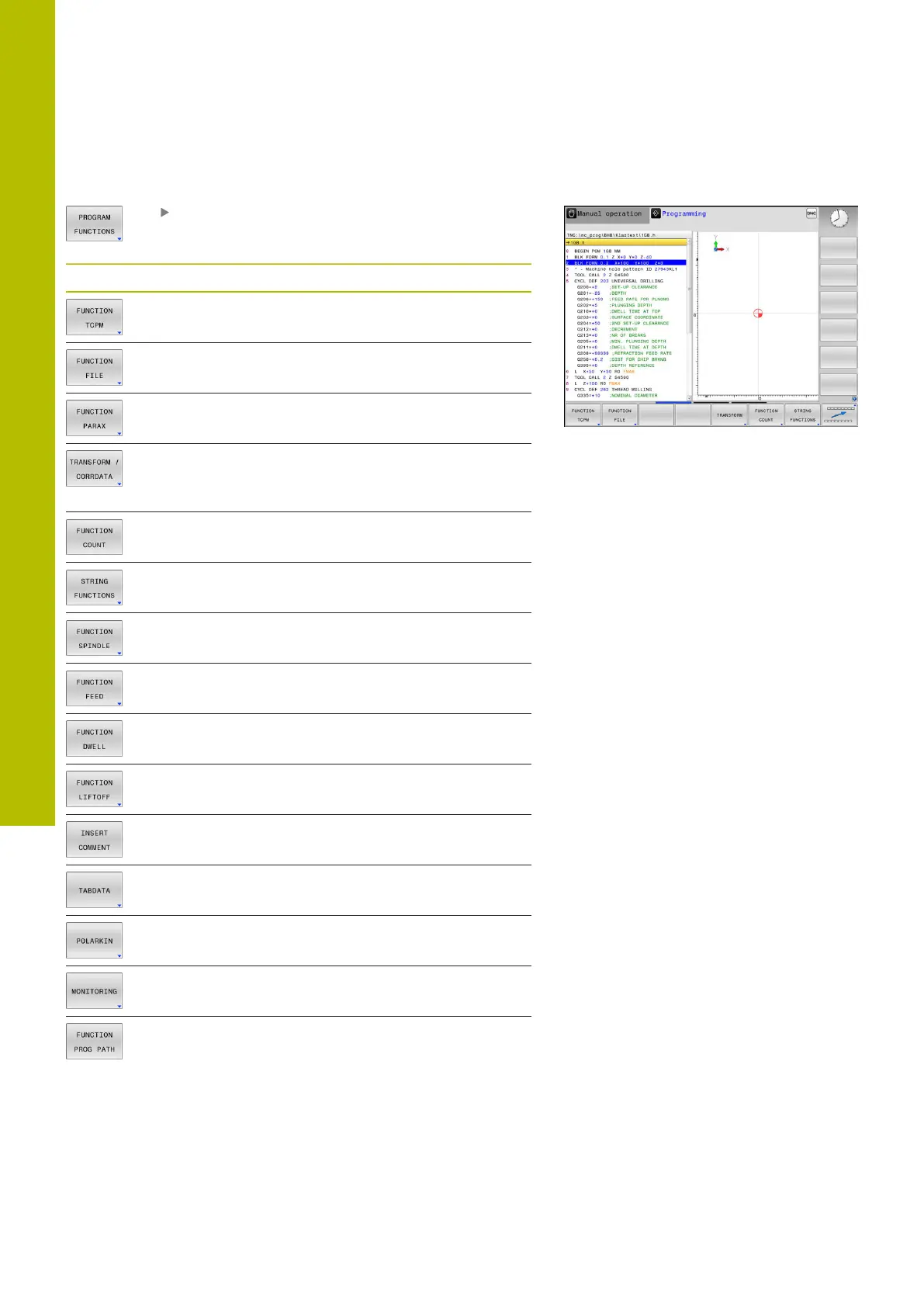
Menu for defining different Klartext functions
Press the PROGRAM FUNCTIONS soft key
Soft key Function Description
Define the positioning behavior
for rotary axes
Page 469
Define file functions Page 380
Define the positioning behavior
for parallel axes U, V, W
Page 364
Define coordinate transforma-
tions
Activate compensation values
Page 383
Page 400
Define the counter Page 407
Define string functions Page 311
Define pulsing spindle speed Page 419
Define recurring dwell time Page 422
Define dwell time in seconds or
revolutions
Page 424
Lift off tool at NC stop Page 425
Add comments Page 195
Write and read table values Page 402
Define polar kinematics Page 373
Activate component monitoring Page 406
Choose path interpretation Page 484
362
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022