Programming contours | Path contours – FK free contour programming (option 19)
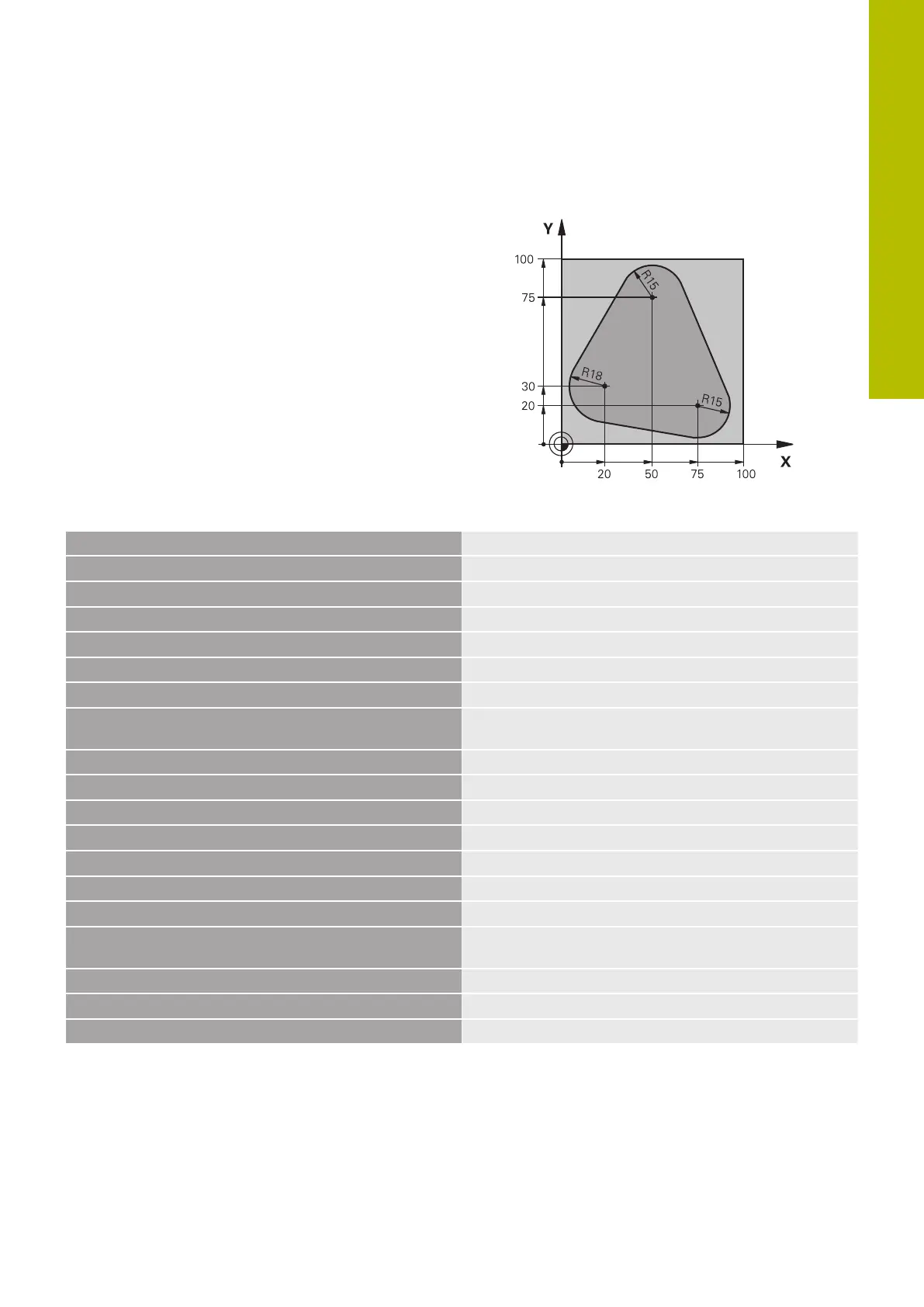
Example: FK programming 1
0 BEGIN PGM FK1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Workpiece blank definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S500
Tool call
4 L Z+250 R0 FMAX
Retract the tool
5 L X-20 Y+30 R0 FMAX
Pre-position the tool
6 L Z-10 R0 F1000 M3
Move to working depth
7 APPR CT X+2 Y+30 CCA90 R+5 RL F250
Approach the contour on a circular arc with tangential
connection
8 FC DR- R18 CLSD+ CCX+20 CCY+30
FK contour section:
9 FLT
Program all known data for each contour element
10 FCT DR- R15 CCX+50 CCY+75
11 FLT
12 FCT DR- R15 CCX+75 CCY+20
13 FLT
14 FCT DR- R18 CLSD- CCX+20 CCY+30
15 DEP CT CCA90 R+5 F1000
Depart the contour on a circular arc with tangential
connection
16 L X-30 Y+0 R0 FMAX
17 L Z+250 R0 FMAX M2
Retract the tool, end of program
18 END PGM FK1 MM
5
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
187
 Loading...
Loading...




