Fundamentals | Modes of operation
3.3 Modes of operation
Manual Operation and El. Handwheel
In the Manual operation mode of operation, you can set up
the machine. You can position the machine axes manually or
incrementally, and you can set presets.
If option 8 is active, you can tilt the working plane.
The Electronic handwheel operating mode supports manual
traverse of machine axes with the HR electronic handwheel.
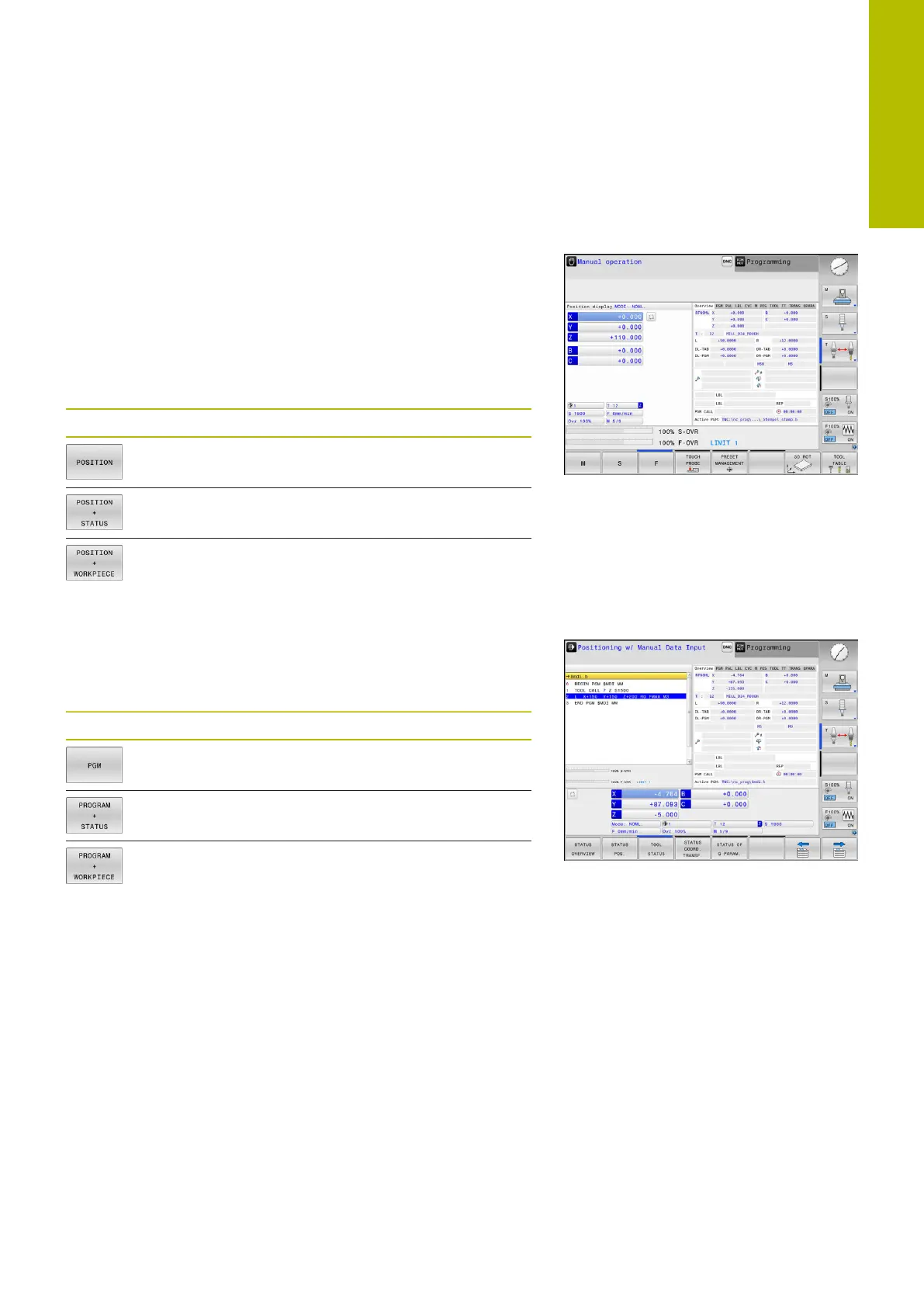
Soft keys for selecting the screen layout
Soft key Window
Positions
Left: positions, right: status display
Left: positions, right: workpiece
(option 20)
Positioning with Manual Data Input
This mode of operation is used for programming simple traversing
movements, such as for face milling or pre-positioning.
Soft keys for selecting the screen layout
Soft key Window
NC program
Left: NC program, right: status display
Left: NC program, right: workpiece
(option 20)
3
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
73