Fundamentals | NC fundamentals
3
3.4 NC fundamentals
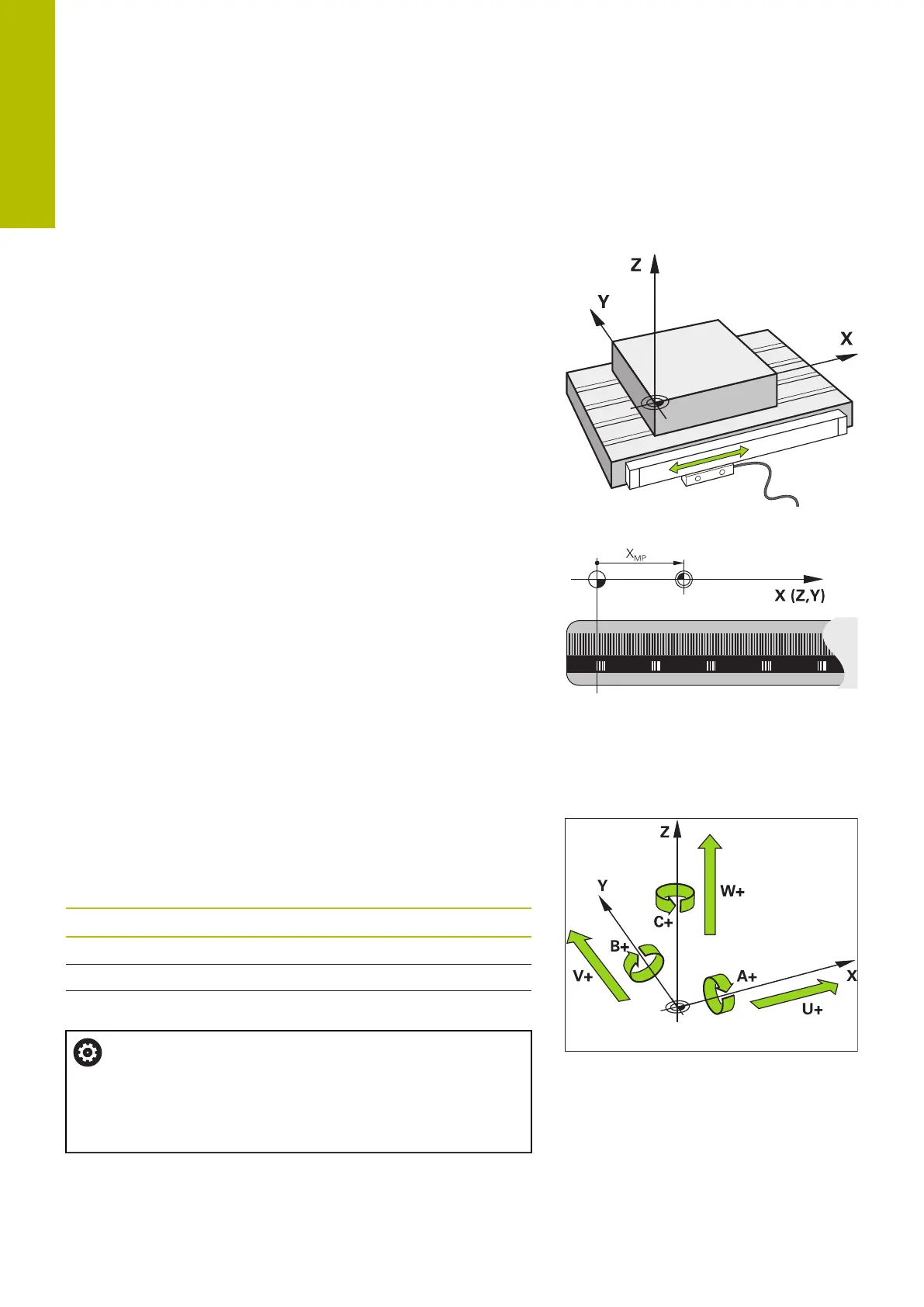
Position encoders and reference marks
The machine axes are equipped with position encoders that register
the positions of the machine table or tool. Linear axes are usually
equipped with linear encoders, rotary tables and tilting axes with
angle encoders.
When a machine axis moves, the corresponding position encoder
generates an electrical signal. The control evaluates this signal and
calculates the precise actual position of the machine axis.
If there is a power interruption, the calculated position will no longer
correspond to the actual position of the machine slide. To recover
this assignment, incremental position encoders are provided with
reference marks. When a reference mark is crossed over, a signal
identifying a machine-based reference point is transmitted to the
control. This enables the control to re-establish the assignment of
the displayed position to the current machine position. For linear
encoders with distance-coded reference marks, the machine axes
need to move by no more than 20 mm, for angle encoders by no
more than 20°.
With absolute encoders, an absolute position value is transmitted to
the control immediately upon switch-on. In this way the assignment
of the actual position to the machine slide position is re-established
directly after switch-on.
Programmable axes
In the default setting, the programmable axes of the control are in
accordance with the axis definitions specified in DIN 66217.
The designations of the programmable axes are given in the table
below.
Principal axis Parallel axis Rotary axis
X U A
Y V B
Z W C
Refer to your machine manual.
The number, designation and assignment of the
programmable axes depend on the machine.
Your machine tool builder can define further axes, such
as PLC axes.
76
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022