Programming contours | Path contours — Cartesian coordinates
Circular arc C around circle center CC
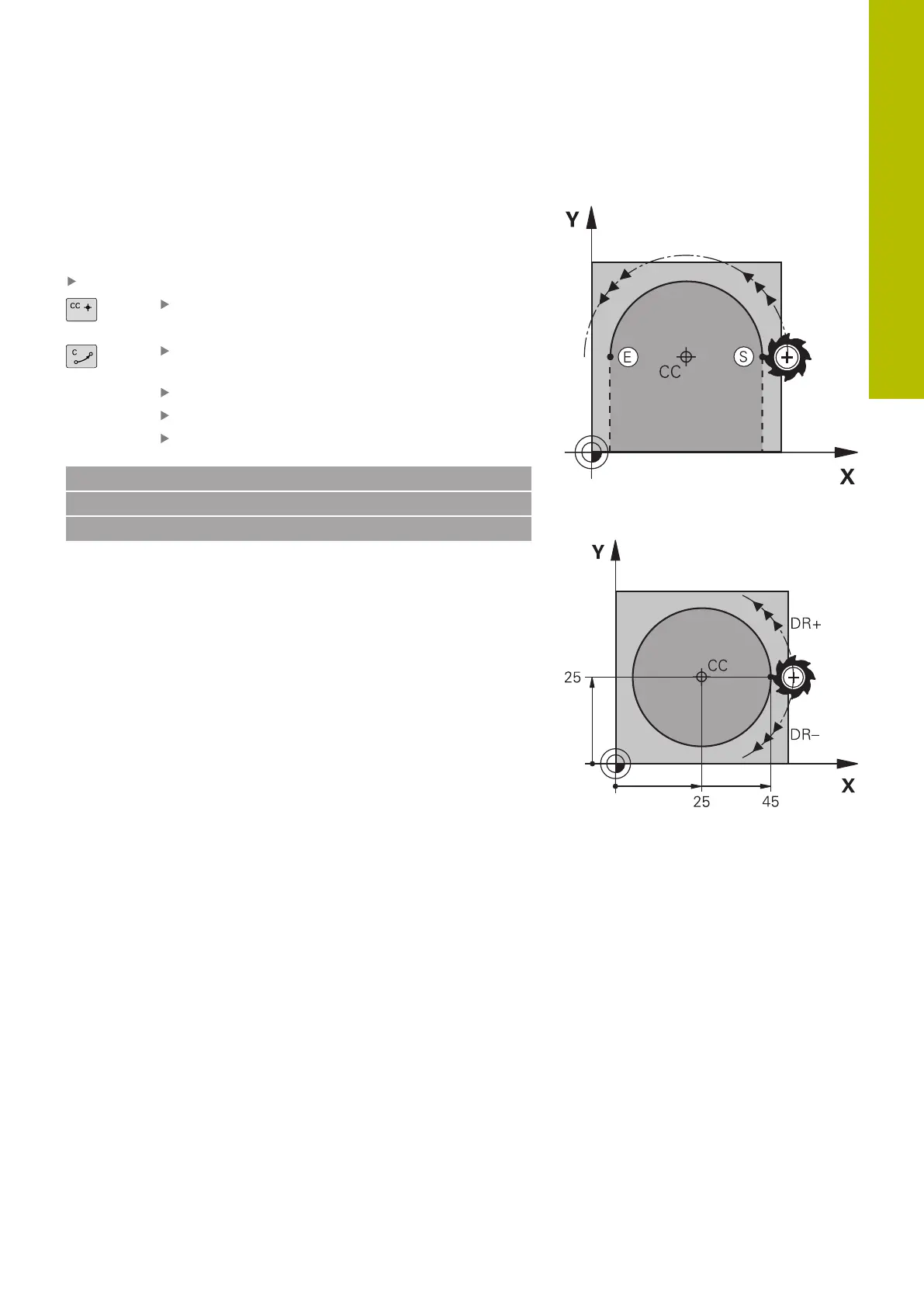
Before programming a circular arc C, you must first specify the circle
center CC. The last programmed tool position will be the starting
point of the arc.
Move the tool to the starting point of the circle
Enter the coordinates of the circle center
Enter the coordinates of the arc end point, if
necessary:
Direction of rotation DR
Feed F
Miscellaneous function M
5 CC X+25 Y+25
6 L X+45 Y+25 RR F200 M3
7 C X+45 Y+25 DR+
5
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
159