Programming Qparameters | Accessing tables with SQL statements
SQL SELECT
SQL SELECT reads a single value from a table and saves the result in
the defined Q parameter.
You can select multiple values or multiple columns
using the SQL command SQL EXECUTE and the SELECT
instruction.
Further information: "SQL EXECUTE", Page 335
With SQL SELECT, there is neither a transaction nor a binding
between the table column and Q parameter. The control does not
consider any bindings that may exist to the specified column. The
control copies the read value only into the parameter specified for
the result.
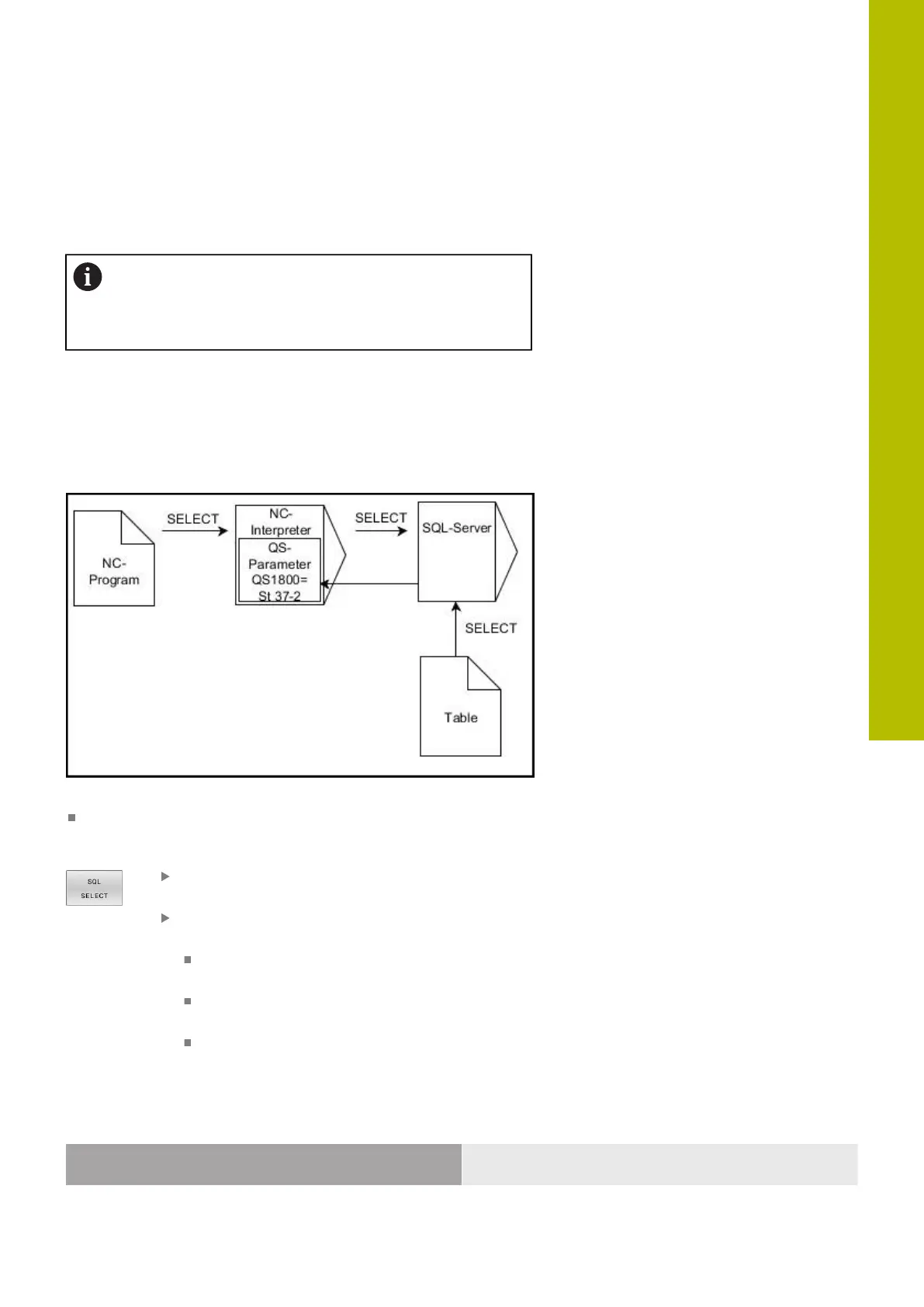
Example for the SQL SELECT command
Remark:
Black arrows and associated syntax show internal processes of
SQL SELECT
Define Parameter number for result (Q
parameter for saving the value)
Database: SQL command text: Program the SQL
instruction
SELECT: Table column of the value to be
transferred
FROM: Synonym or absolute path of the table
(path in single quotation marks)
WHERE: Column designation, condition, and
comparison value (Q parameter after : in single
quotation marks)
Example: Read and save a value
20 SQL SELECT Q5 "SELECT Mess_X FROM Tab_Example
WHERE Position_NR==3"
9
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
347