Fundamentals | Visual display unit and operating panel
Operating panel
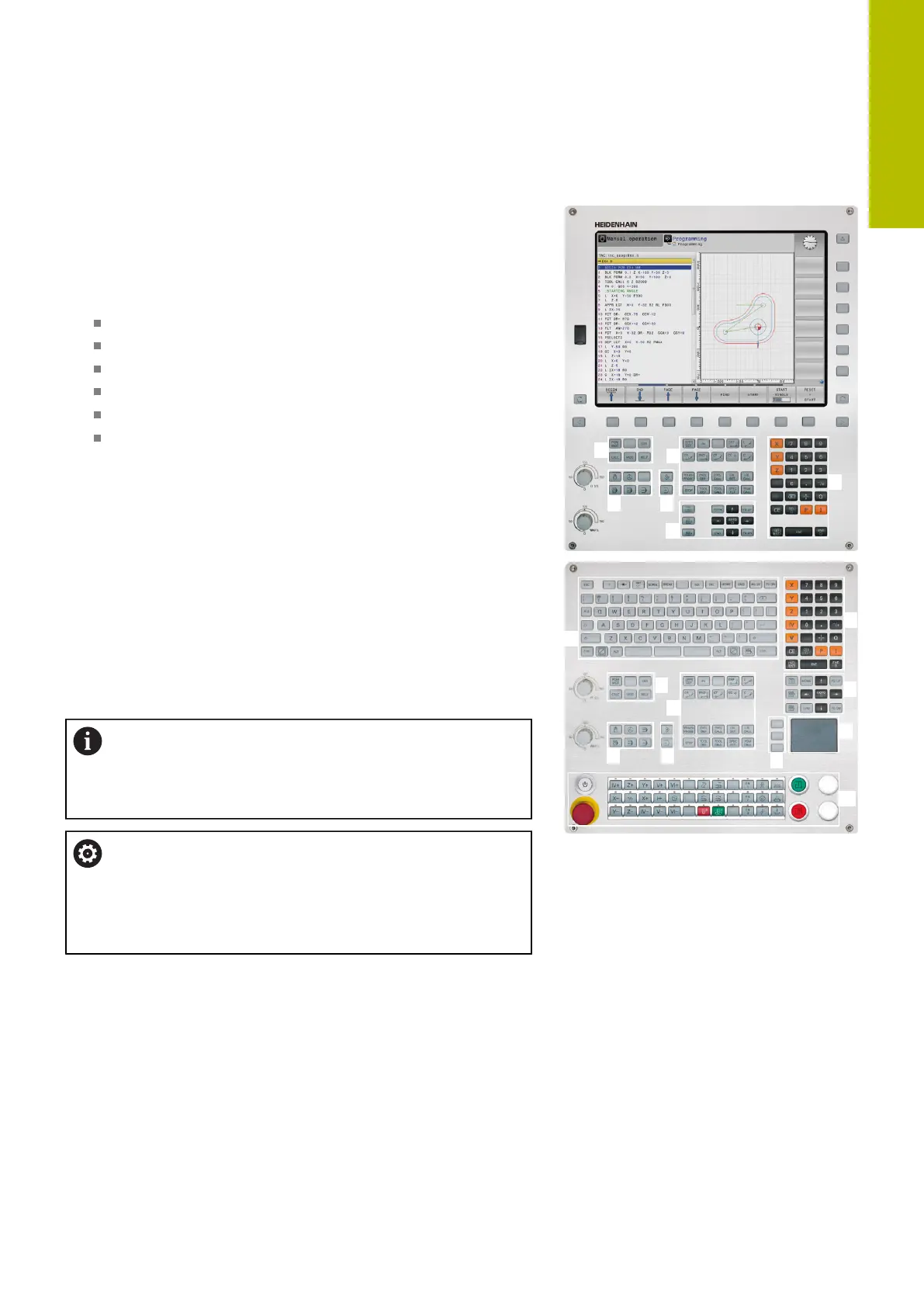
The TNC620 can be delivered with an integrated operating panel. As
an alternative, the TNC620 is also available with a separate monitor
and an external operating panel with alphabetic keyboard.
1 Alphabetic keyboard for entering texts and file names, as well
as for ISO programming
2 File manager
Calculator
MOD function
HELP function
Show error messages
Toggle between the operating modes
3 Programming modes
4 Machine operating modes
5 Initiating programming dialogs
6 Navigation keys and GOTO jump command
7 Numerical input and axis selection
8 Touchpad
9 Mouse buttons
10 Machine operating panel
More information: Machine manual
The functions of the individual keys are described on the inside front
cover.
If you are using a TNC620 with touch control, you can
replace some keystrokes with gestures.
Further information: "Operating the touchscreen",
Page 535
Refer to your machine manual.
Some machine tool builders do not use the standard
HEIDENHAIN operating panel.
External keys, e.g. NC START or NC STOP, are described in
your machine manual.
3
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
69
 Loading...
Loading...




