First steps | Programming the first part
2
Recommended program layout for simple cycle programs
Example
0 BEGIN PGM BSBCYC MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX M3
5 PATTERN DEF POS1( X... Y... Z... ) ...
6 CYCL DEF...
7 CYCL CALL PAT FMAX M8
8 L Z+250 R0 FMAX M2
9 END PGM BSBCYC MM
1 Call tool, define tool axis
2 Retract the tool; turn on spindle
3 Define the machining positions
4 Define the machining cycle
5 Call the cycle, and switch on the coolant
6 Retract the tool, end the NC program
Further information on this topic
Cycle programming
Further information: User's Manual for Programming of
Machining Cycles
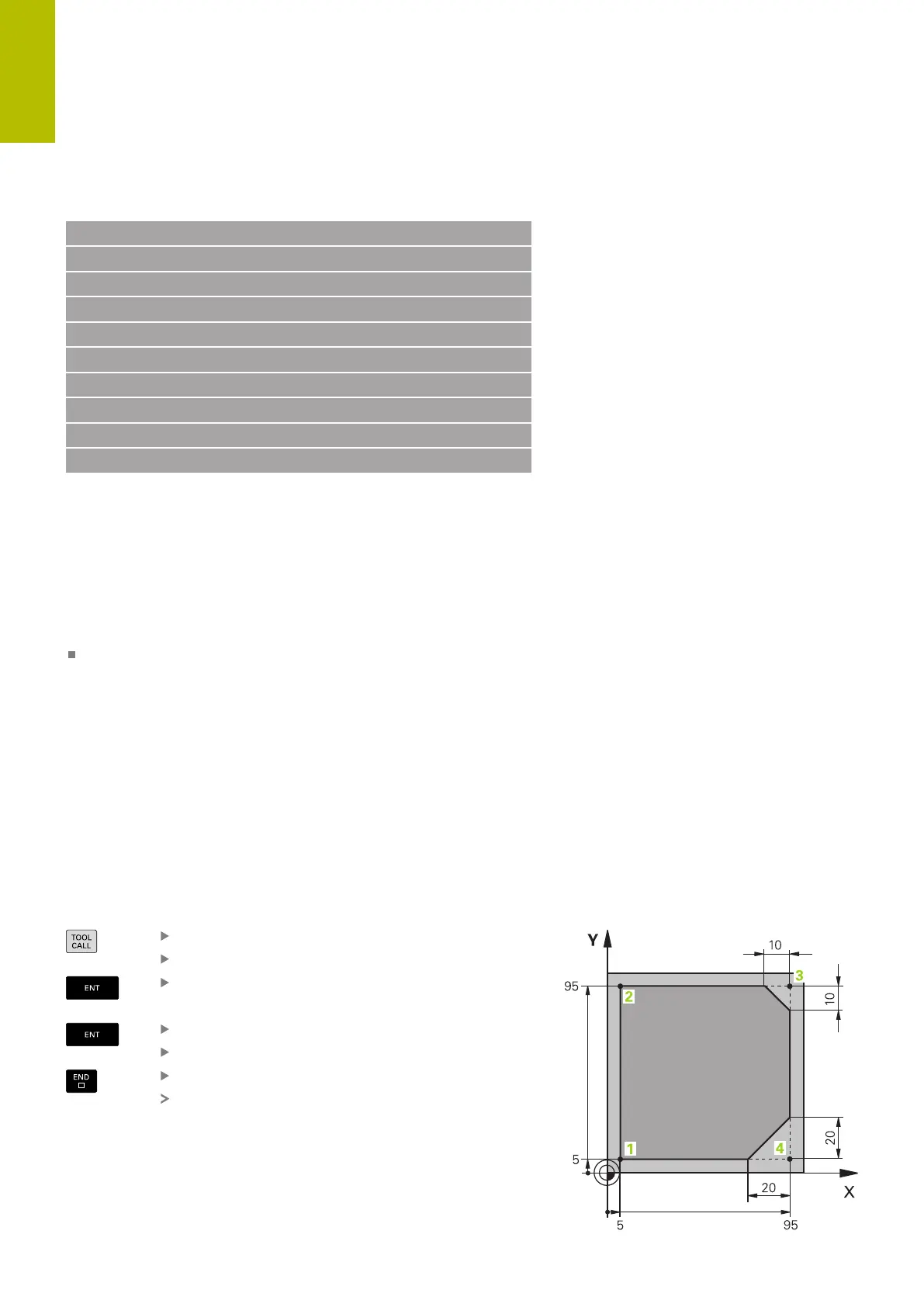
Programming a simple contour
Suppose you want to mill a single time around the contour shown on
the right at a depth of 5mm. You have already defined the workpiece
blank.
After you have opened an NC block with a function key, the control
will prompt you to enter all of the data in the header using dialog
texts.
To program the contour:
Call the tool
Press the TOOL CALL key
Enter the tool data, e.g., tool number 16
Press the ENT key
Confirm the tool axis Z with the ENT key
Enter the spindle speed (e.g., 6500)
Press the END key
The control completes the NC block.
56
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022