Special functions | Overview of special functions
10
10.1 Overview of special functions
The control provides the following powerful special functions for a
large number of applications:
Function Description
Active Chatter Control (option 145) See the User's
Manual for
Setup, Testing
and Running
NC Programs
Working with text files Page 409
Working with freely definable tables Page 413
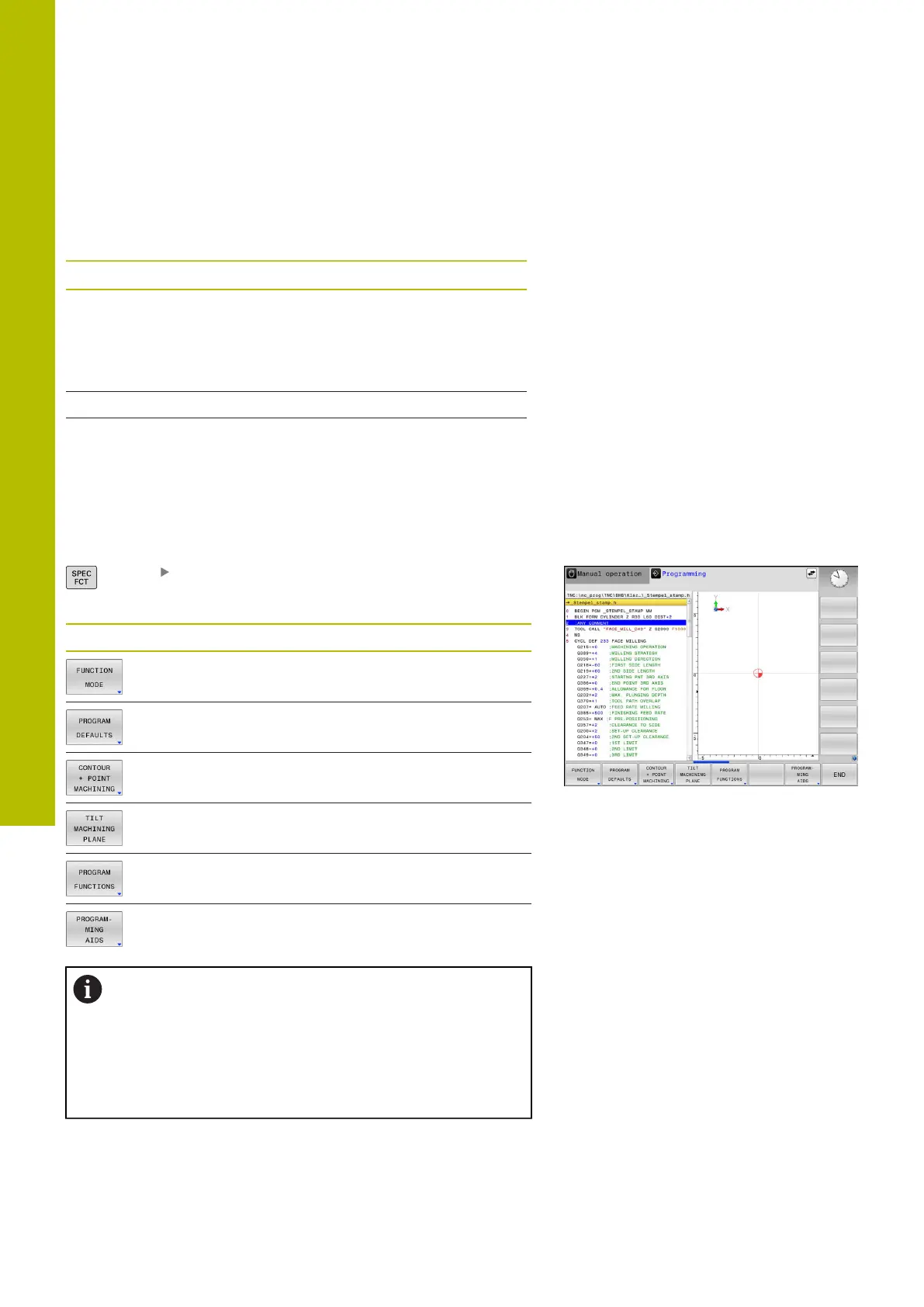
Press the SPEC FCT key and the corresponding soft keys to access
further special functions of the control. The following tables give you
an overview of which functions are available.
Main menu for SPEC FCT special functions
Press the SPEC FCT key to select the special
functions
Soft key Function Description
Select machining mode or
kinematics
Page 363
Define program defaults Page 361
Functions for contour and point
machining
Page 361
Define the PLANE function Page 434
Define different conversational
functions
Page 362
Programming aids Page 191
After pressing the SPEC FCT key, you can open the
smartSelect selection window with the GOTO key. The
control displays a structure overview with all available
functions. You can rapidly navigate with the cursor or
mouse and select functions in the tree diagram. The
control displays online help for the selected function in
the window on the right.
360
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022