Fundamentals | Creating and entering NC programs
3
Example
0 BEGIN PGM NEU MM
Program beginning, name, unit of measure
1 BLK FORM FILE "TNC:\...stl" TARGET "TNC:\...stl"
Indication of path to the workpiece blank, path to the optional
finished part
2 END PGM NEU MM
Program end, name, unit of measure
If the NC program and the 3-D models are in a folder or in
a defined folder structure, relative paths make it easier to
move the files later.
Further information: "Programming notes", Page 250
Creating a new NC program
An NC program is always entered in Programming mode. Example
for creating a program:
Operating mode: Press the Programming key
Press the PGM MGT key
The control opens the file manager.
Select the directory in which you wish to store the new NC program:
FILE NAME = NEW.H
Enter the new program name
Press the ENT key
Select the unit of measure: Press the MM or INCH
soft key
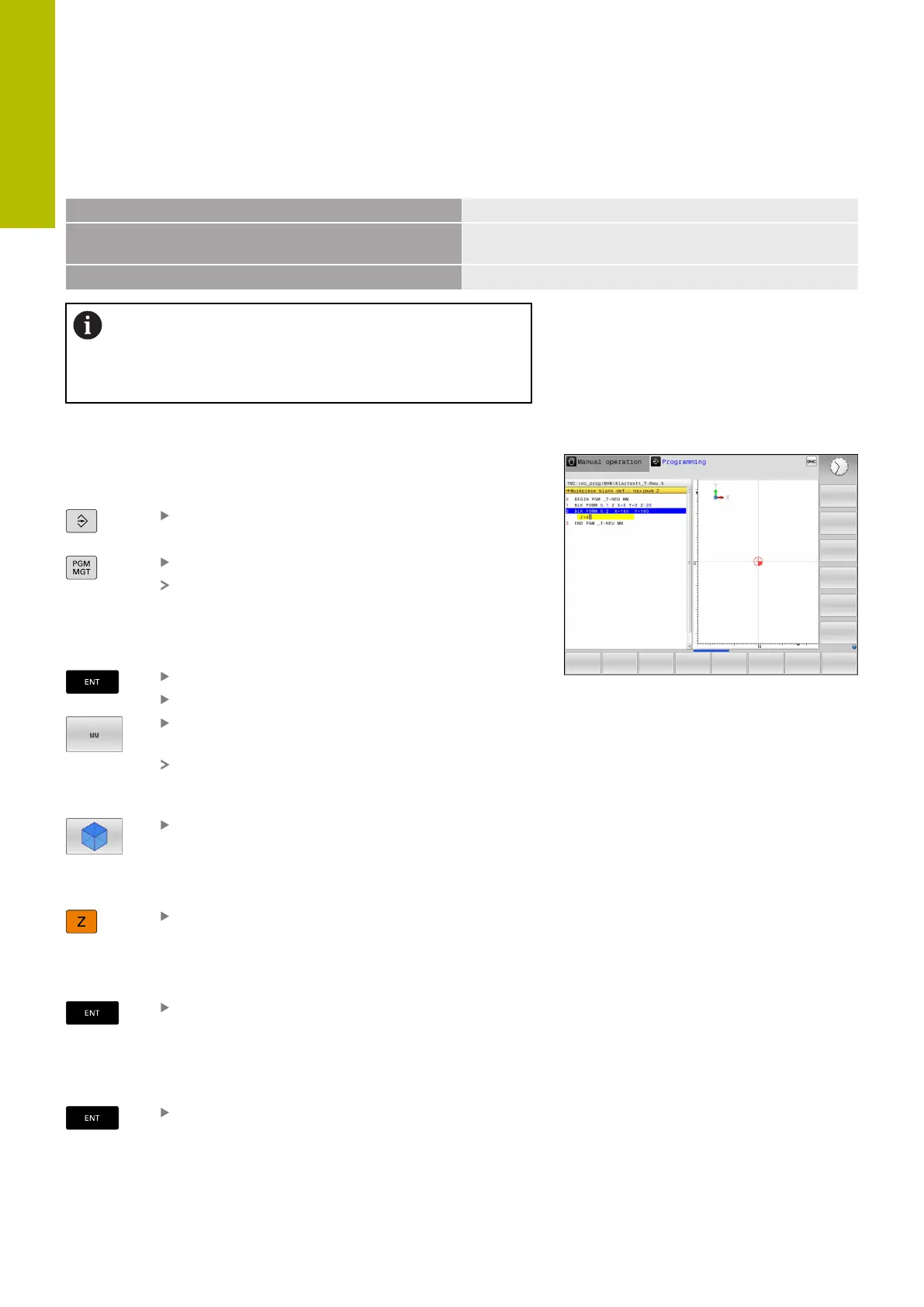
The control switches the screen layout and
initiates the dialog for defining the BLK FORM
(workpiece blank).
Select a rectangular workpiece blank: Press the
soft key for a rectangular blank form
Working plane in graphic: XY
Enter the spindle axis, e.g. Z
Workpiece blank def.: Minimum
Enter in sequence the X, Y and Z coordinates of
the MIN point and confirm each of your entries
with the ENT key
Workpiece blank def.: Maximum
Enter in sequence the X, Y and Z coordinates of
the MAX point and confirm each of your entries
with the ENT key
94
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022