Multiple-axis machining | The PLANE function: Tilting the working plane (option 8)
Selection of the transformation type
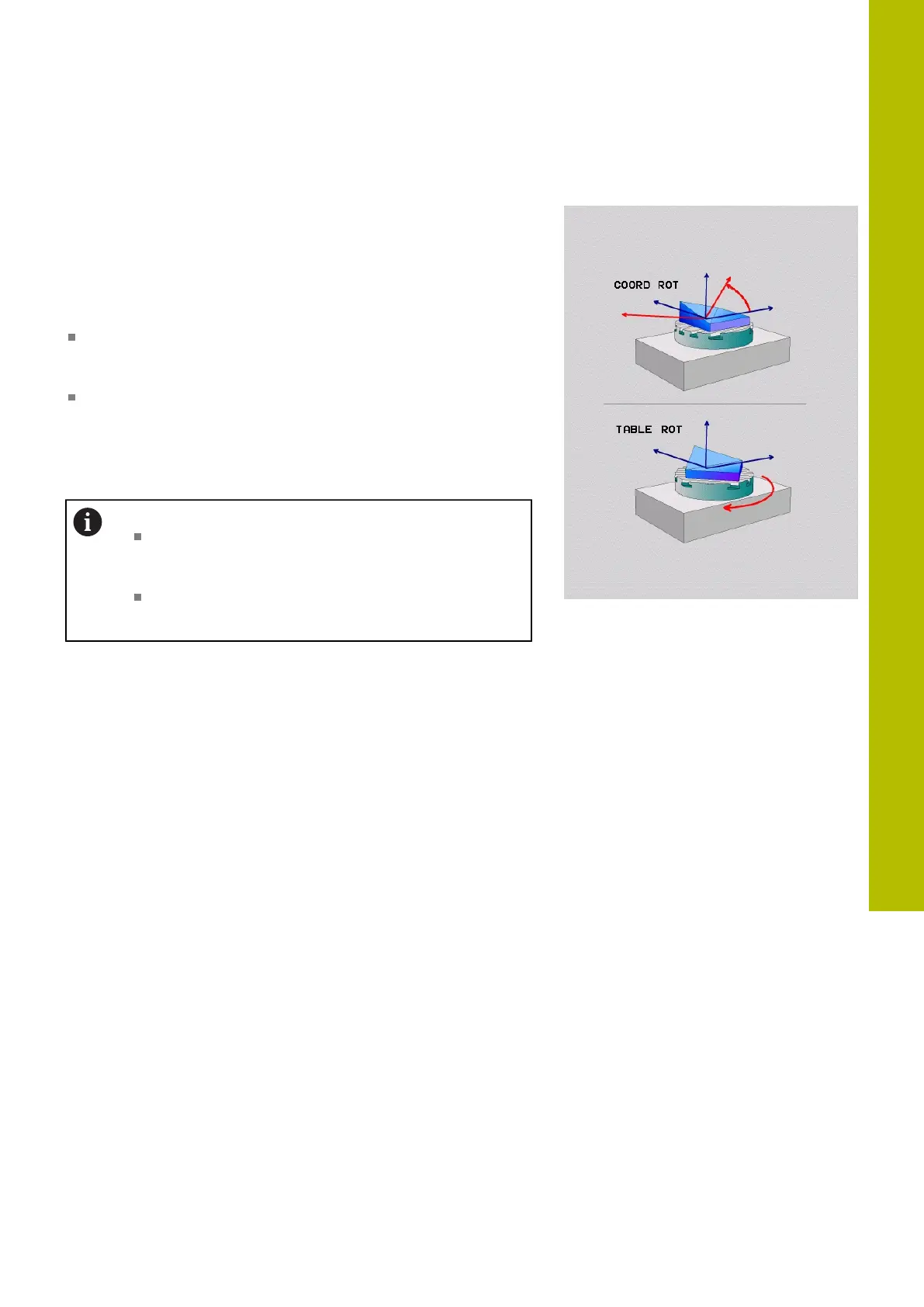
The COORD ROT and TABLE ROT transformation types influence the
orientation of the working plane coordinate system through the axis
position of a so-called free rotary axis.
The entry of COORD ROT or TABLE ROT is optional.
Any rotary axis becomes a free rotary axis with the following
configuration:
The rotary axis has no effect on the tool angle of inclination
because the rotary axis and the tool axis are parallel in the tilting
situation
The rotary axis is the first rotary axis in the kinematic chain
starting from the workpiece
The effect of the COORD ROT and TABLE ROT transformation
types therefore depends on the programmed spatial angles and the
machine kinematics.
Programming notes:
If no free rotary axis arises in a tilting situation, then
the COORD ROT and TABLE ROT transformation
types have no effect.
With the PLANE AXIAL function, the COORD ROT and
TABLE ROT transformation types have no effect.
11
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
457