Multiple-axis machining | The PLANE function: Tilting the working plane (option 8)
Input parameters
Example
5 PLANE AXIAL B-45 .....
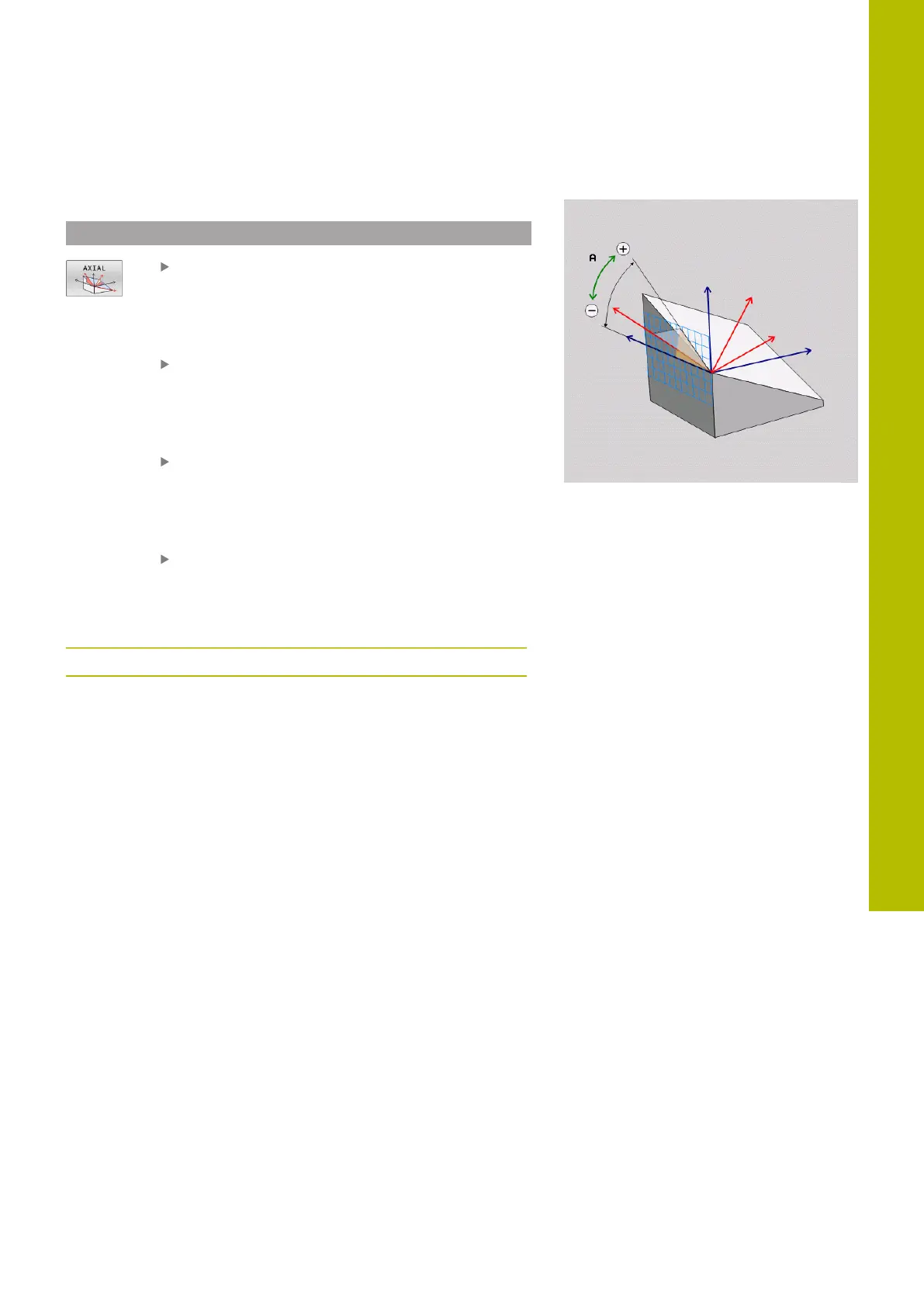
Axis angle A?: Axis angle to which the A axis
is to be tilted. If entered incrementally, it is the
angle by which the A axis is to be tilted from its
current position. Input range: –99999.9999° to
+99999.9999°
Axis angle B?: Axis angle to which the B axis
is to be tilted. If entered incrementally, it is the
angle by which the B axis is to be tilted from its
current position. Input range: –99999.9999° to
+99999.9999°
Axis angle C?: Axis angle to which the C axis
is to be tilted. If entered incrementally, it is the
angle by which the C axis is to be tilted from its
current position. Input range: –99999.9999° to
+99999.9999°
Continue with the positioning properties
Further information: "Defining the positioning
behavior of the PLANE function", Page 450
Abbreviations used
Abbreviation Meaning
AXIAL In the axial direction
11
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
449