Data transfer from CAD files | CAD Import (option 42)
Adjusting the orientation of the coordinate system
The following conditions must be met in order to align the
coordinate system:
Preset has been defined
There are elements next to the preset that can be used for the
desired alignment
The position of the coordinate system is defined by the orientation of
the axes.
To align the coordinate system:
Select an element located in the positive X
direction using the left mouse button
The control aligns the X axis.
The control changes the angle in C.
Select an element located in the positive Y
direction using the left mouse button
The control aligns the Y and Z axes.
The control changes the angles in A and C.
For angles not equal to 0, the control shows the List View
in orange.
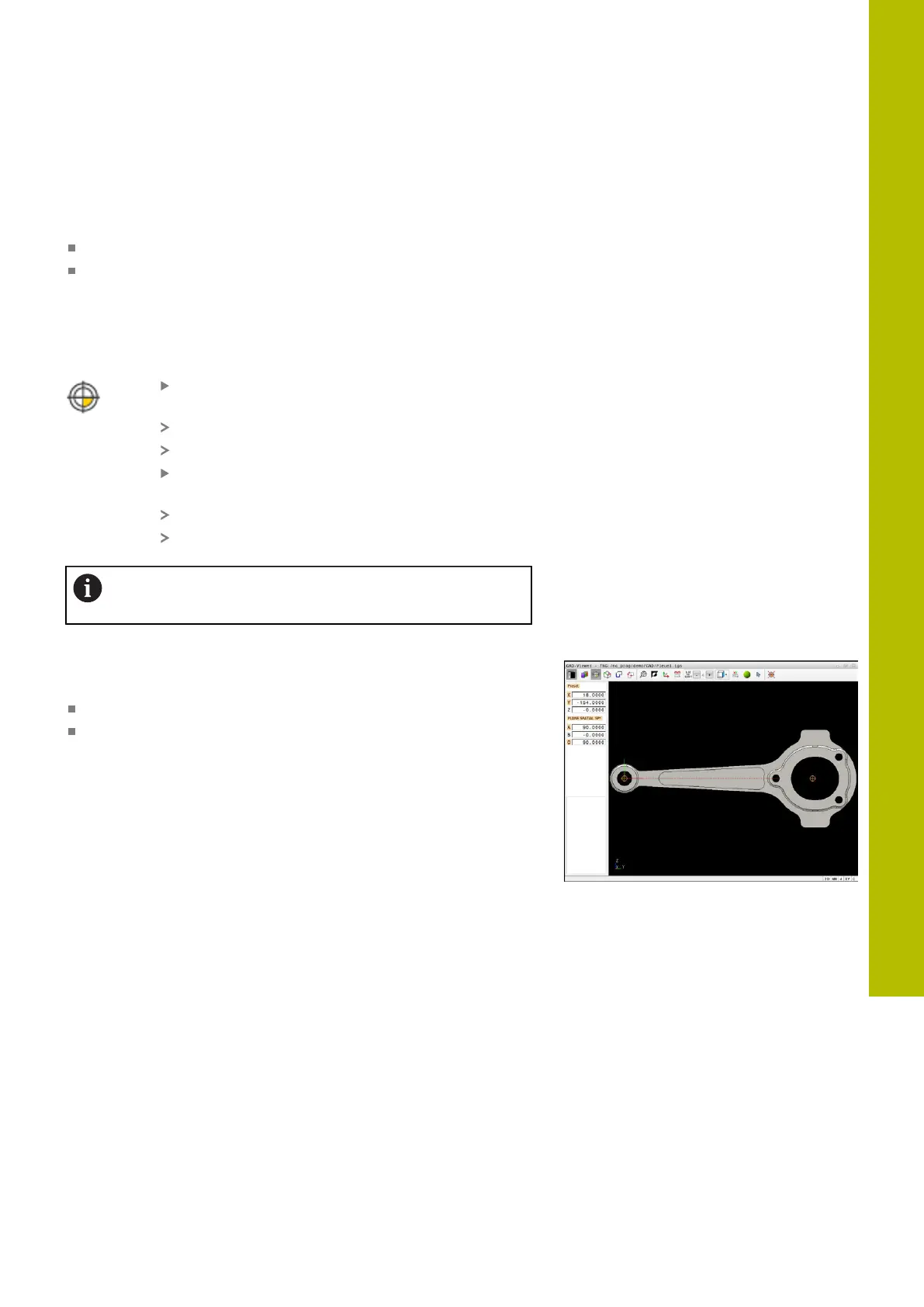
Element information
The control displays information about the element on the left of the
window:
Distance between the defined preset and the drawing datum
Orientation of the coordinate system with respect to the drawing
12
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022
505
 Loading...
Loading...




