Fundamentals | NC fundamentals
3
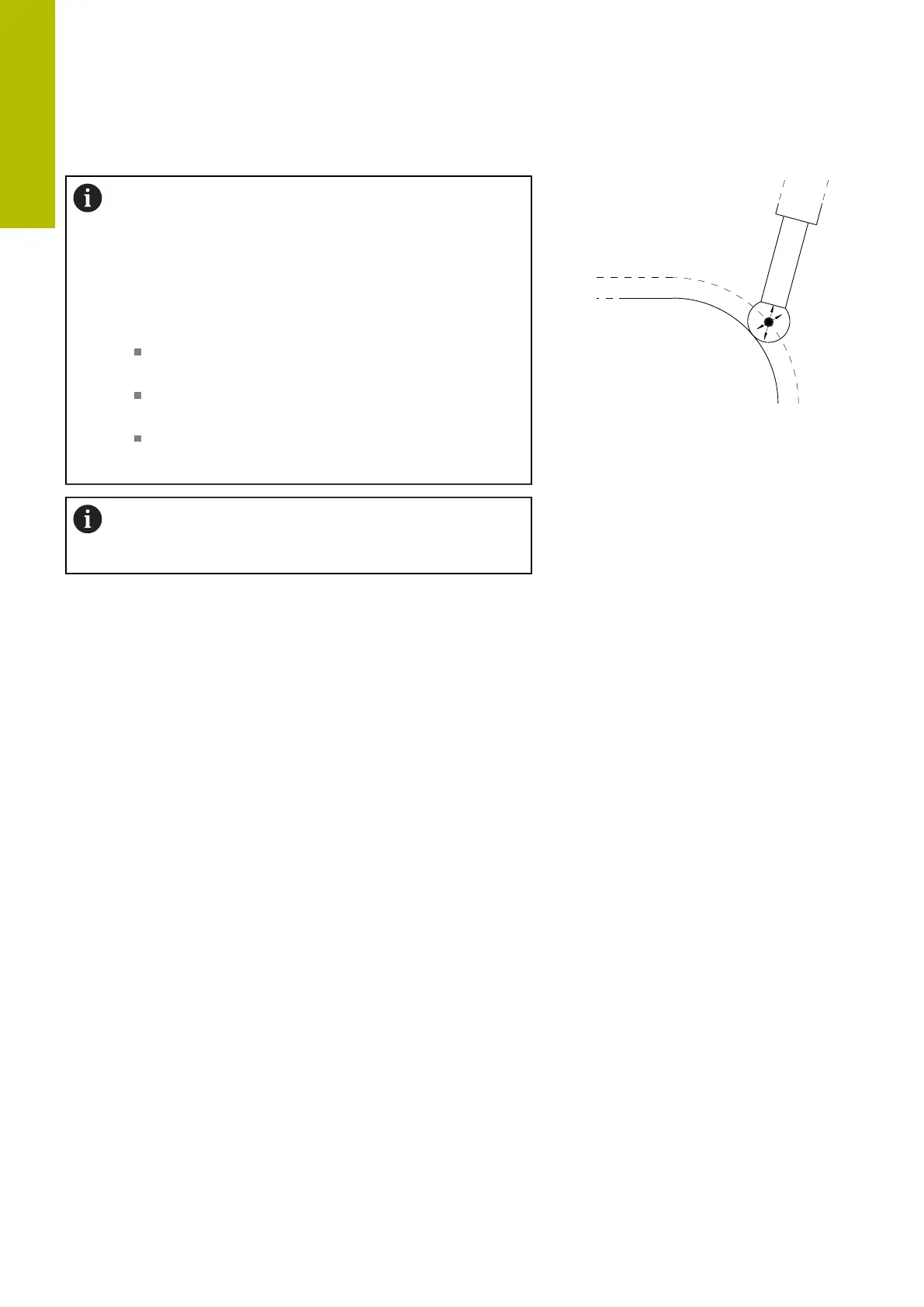
With the shown positioning blocks with vectors, 3D tool
compensation is possible with compensation values DL,
DR and DR2 from the TOOL CALL block or from the .tco
compensation table.
The methods of function of the compensation values
depend on the type of tool.
The control detects the various tool types with the
columns L, R and R2 of the tool table:
R2
TAB
+ DR2
TAB
+ DR2
PROG
= 0
→ end mill
R2
TAB
+ DR2
TAB
+ DR2
PROG
= R
TAB
+ DR
TAB
+ DR
PROG
→ radius cutter or ball cutter
0 < R2
TAB
+ DR2
TAB
+ DR2
PROG
< R
TAB
+ DR
TAB
+ DR
PROG
→ corner-radius cutter or toroidal cutter
Without the TCPM function or miscellaneous function
M128, orientation of the tool coordinate system and input
coordinate system is identical.
86
HEIDENHAIN | TNC620 | Klartext Programming User's Manual | 01/2022