Programming and operating manual Model 1001 DFB
64 FICEP S.p.A.
In the second program the coordinates of the second hole are not defined as absolute coordinates ac-
cording to the part origin but as incremental displacement according to the first hole position.
The position of both holes in both examples is the same.
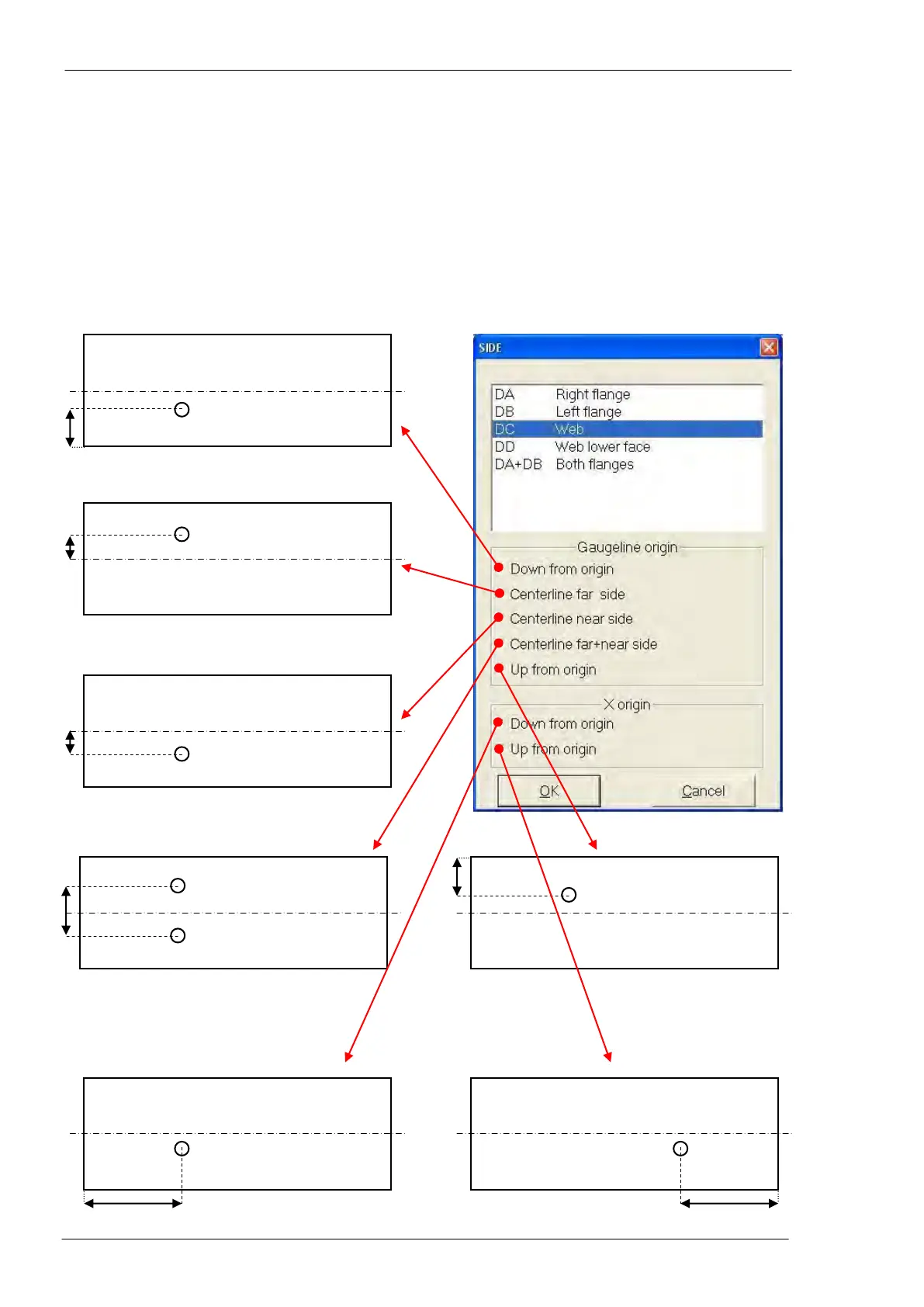
Temporary repositioning of the part origin
Pressing F4 with the cursor in the SIDE field, the window for the choice of working side is displayed where
it is also possible to select the repositioning of the X and Y coordinates origin. This repositioning is valid
only for the program line where it is defined.
Y origin repositioning
X origin repositioning