Programming and operating manual Model 1001 DFB
66 FICEP S.p.A.
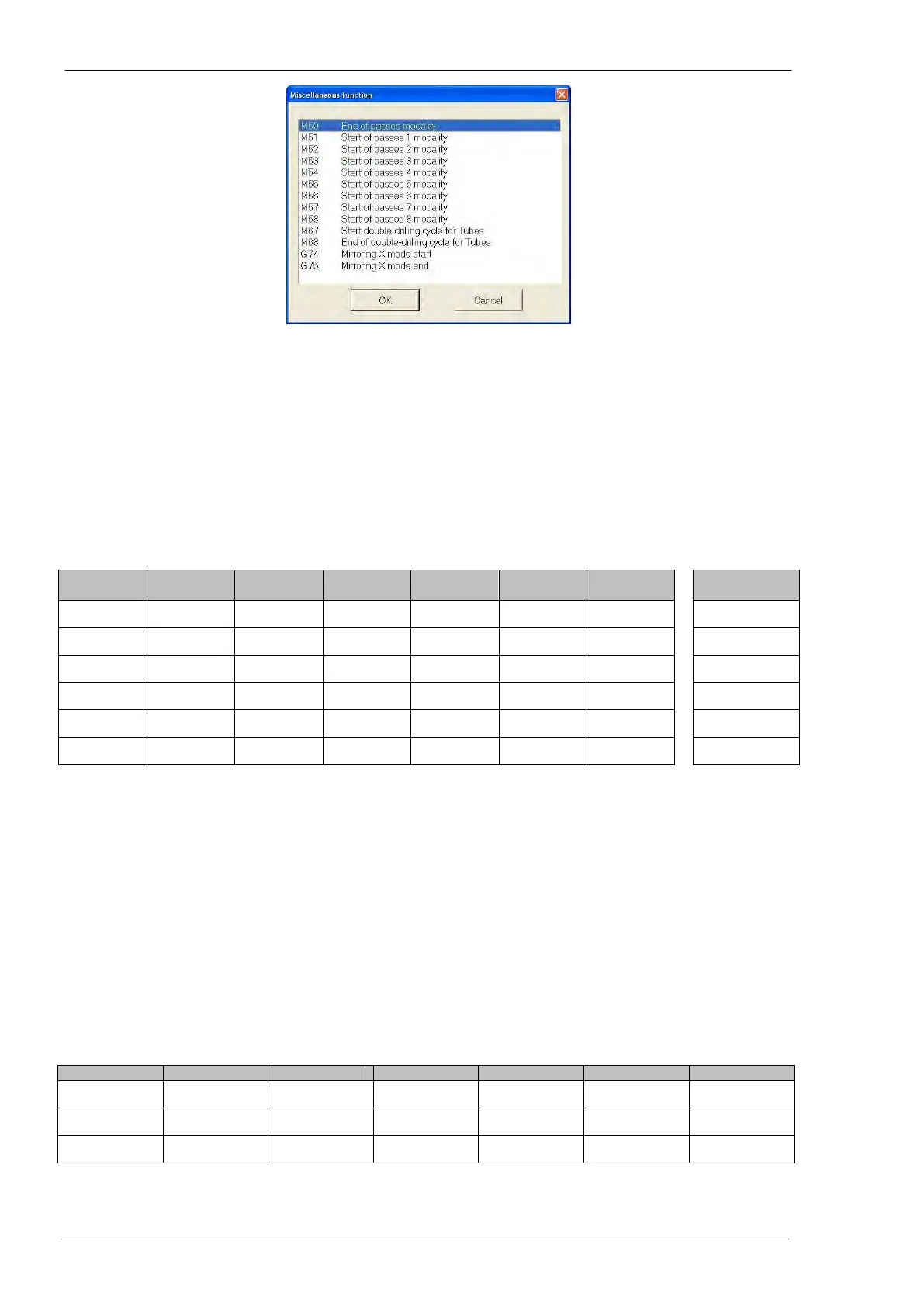
Functions to modify the execution order
Functions from M51 up to M58 define the possibility to change the program execution order; the CNC ex-
ecutes first the instructions following the line with M51 function, then the instructions following the line with
M52 function and so on, up to M58 function; program lines not dependent from M functions are executed
at the end: the instructions following the M50 function before (M50 function clears all user execution order)
and all instruction preceding first M function after. Therefore the operator can force the sequence of oper-
ations (for instance all scribing operations before and all drilling operations after, even if the program in-
structions have been written in different order).
In the next program the execution order is forced by the programmer
N.B. The values of X and Y coordinates are not significant
The real execution order becomes:
Marking X = 700 Drilling X = 800 Drilling X = 600 Drilling X = 400
Functions for drilling prosecution on the opposite side of profile
M67 and M68 functions activate and deactivate, respectively, the “two sides” drilling mode; by this mode it
is possible to carry out two holes on opposite sides of a profile with only one drilling operation. This mode
is helpful only for profiles with parallel sides like, for instance, square tubes.
In the next program the drilling operation is performed on A side and prosecuted on B side carrying out
two holes with just one drilling operation.
N.B. The values of X and Y coordinates are not significant