Programming and operating manual Model 1001 DFB
78 FICEP S.p.A.
- Cut-to-length piece circumscribed: like previous “piece cut to length” but with
possibility of initial and final angled cuts
N.B. this option is not available to carry out a nested job; it is valid only to
achieve single pieces
- Other possible choices: not used
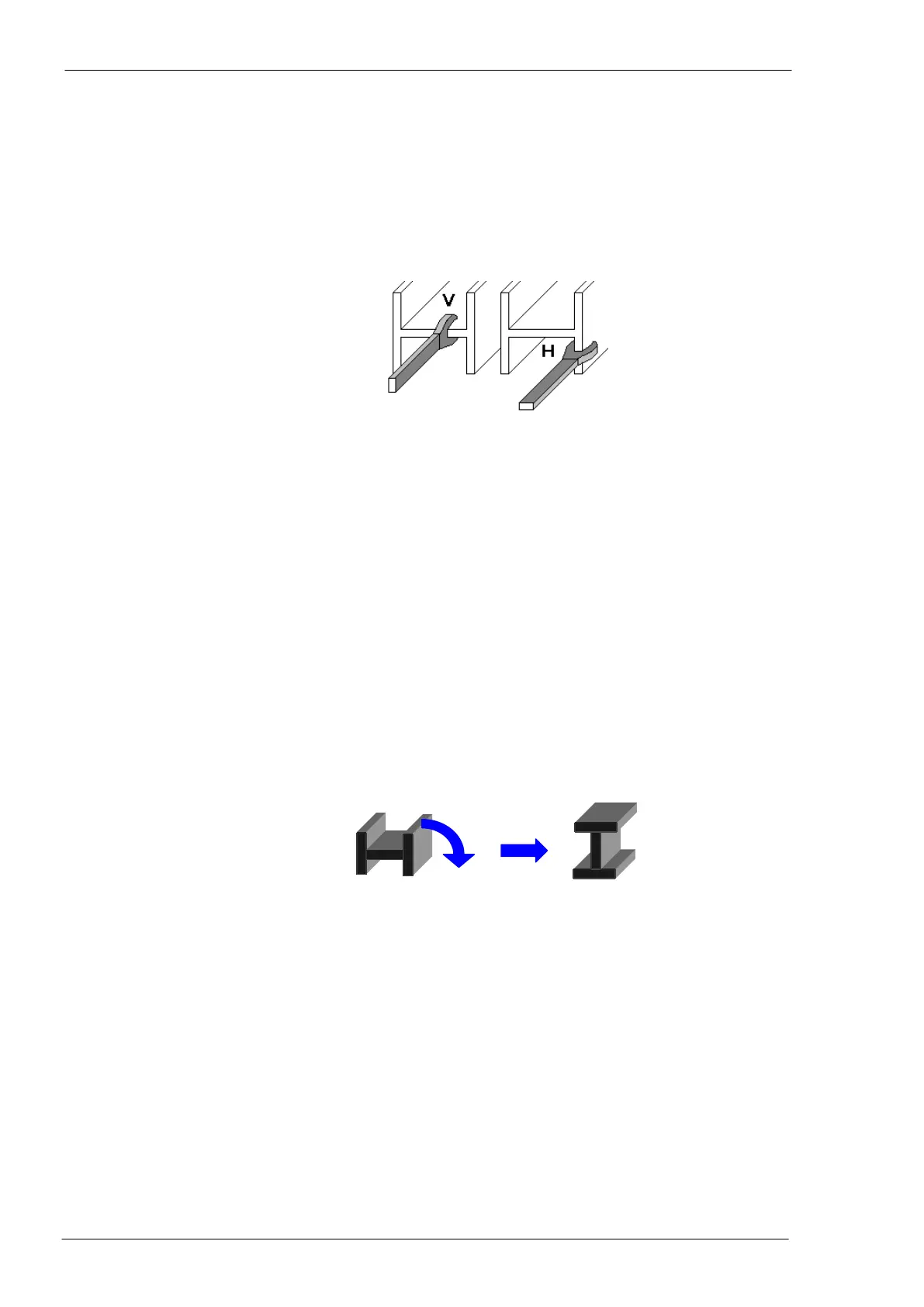
Pincher position; available options: vertical (the pincher takes material on the web)
or horizontal (the pincher takes material on the flange A); by this option the CNCC: is
allowed to position the pincher if the vertical movement of the pincher is a controlled
axis.
Position for material surplus; available options:
- surplus at the start of the profile
- surplus at the end of the profile (near the pincher)
Execution mode; available options:
- Passes: grouping by diameter: all holes (on all sides) with the same diameter are
executed, then the CNC changes tool and execute all holes with this second di-
ameter and so on. X axis moves in both directions and the number of tool changes
is the minimum possible. This mode is optimized to save time.
- Single pass: the profile can only move toward the cutting unit so for each hole, if
with different diameter from the previous one, the CNC must perform a tool
change. This mode is optimized to get maximum precision.
- Passes + under-passes: like passes but divided for each working side
- Single pass + under-passes: like single pass but divided for each working side
Checking this box the CNC automatically start the next job when the current is com-
pleted
The job is to be executed in two different phases: drilling operations, automatic rota-
tion of the bar, cut of the pieces.
N.B. to enable this option the line must be equipped with a special optional device to
allow the automatic rotation of the bars.
This specification says to CNC that the profile is loaded rotated by 90° to perform
flanges cuts.
Allows the CNC to automatically perform tool turnover depending on the quantity of
material worked
Cooling limit for drilling tools; if this field is left empty the CNC takes the datum from
tool tables
Enable for initial and final angled cuts in cut-to-length piece circumscribed
Length threshold for the bar surplus in pincher zone:
- for surplus shorter than this value the machine unload the material
- for surplus longer than this value the CNC ask the operator to confirm the unload
operation; the operator can confirm pressing push-button “CONT” of auxiliary
push-button panel or reject by the push-button “RESET”; in this case the opera-
tor can use the surplus as a new bar)
Same logic of parameter n. 11 but evaluated in percentage of bar length; it could be
used to evaluate the quality of a nesting; if the total scrap is bigger than this value
the mark n. 29 in the nesting window becomes red.
N.B. 100% = control disabled
Initial cut to get well-squared initial edges of the profile (default 30 mm).
Material lost because of the saw blade thickness (default 2.2 mm)