228 POWER CYLINDERS
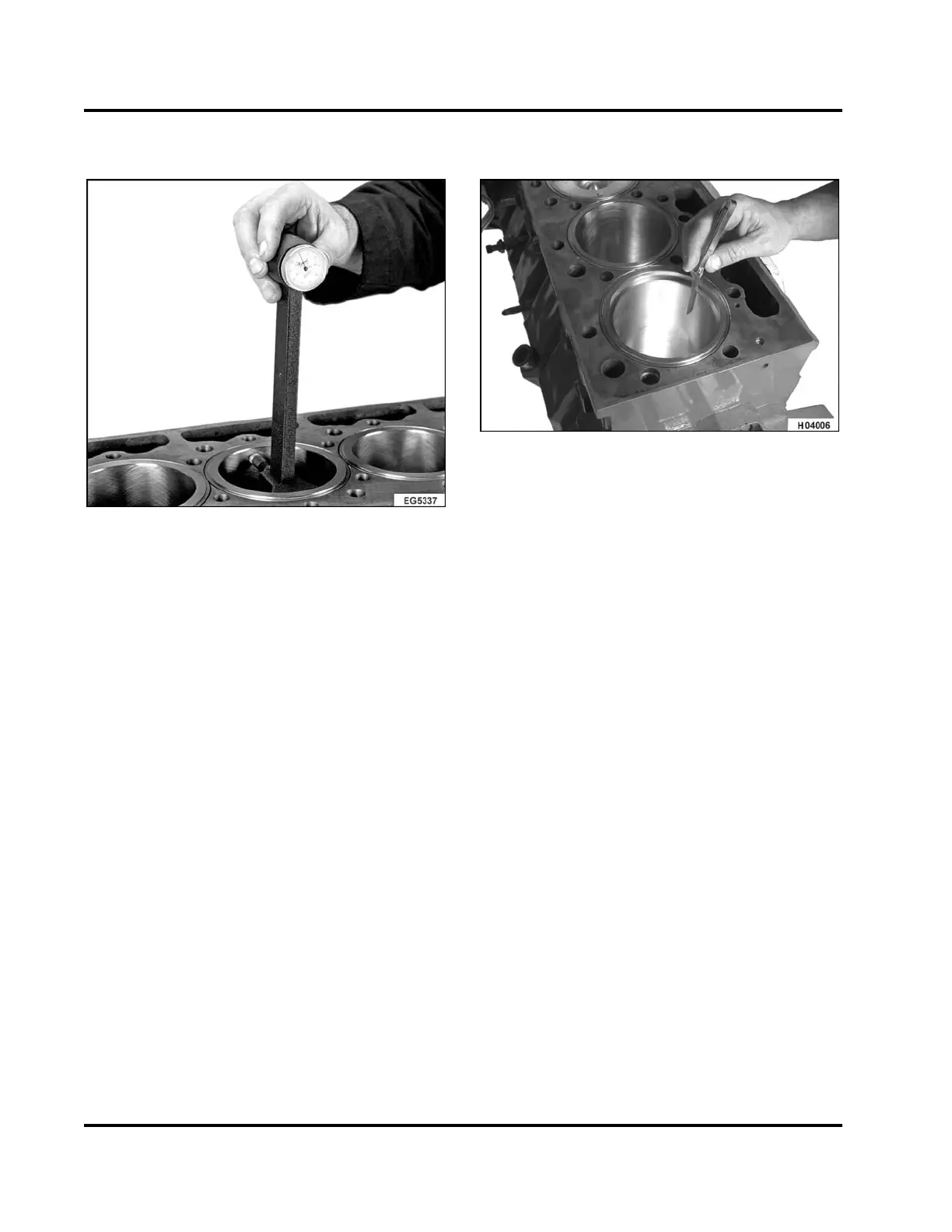
Dial Bore Gauge Method
Figure 323 Checking cylinder sleeve inside
diameter with dial bore gauge
a. Use a dial bore gauge to measure the
inside diameter of the each cylinder
sleeveatthetopofpistonringtravel
and below the area of piston ring travel.
Record the readings.
b. Subtract the lower reading from the
higher reading. The result is the cylinder
sleeve taper.
If the result exceeds the specification,
replace the cylinder sleeve.
Feeler Gauge Method
Figure 324 Checking cylin der sle eve pist on ring
end gap
a. Install a top compression ring squarely
above the top of the piston ring travel
area. Use a feeler gauge to measure
the piston ring end gap. Record the
measurement.
b. Movethetopcompressionringsquarely
below the bottom of the piston ring travel
area. Use a feeler gauge to measure
the piston ring end gap. Record the
measurement.
Every increase of 0.07 mm (0.003 in)
between the measurements equals a
0.025 mm (0.001 in) increase in cylinder
sleeve inside diameter. If the cylinder
sleeve is worn beyond the specification,
replace the cylinder sleeve.
EGES-265-2
Read all safety instructions in the "Safety Information" section of this manual before doing any procedures.
Follow all warnings, cautions, and notes.
© 2009 Navistar, Inc.
 Loading...
Loading...



