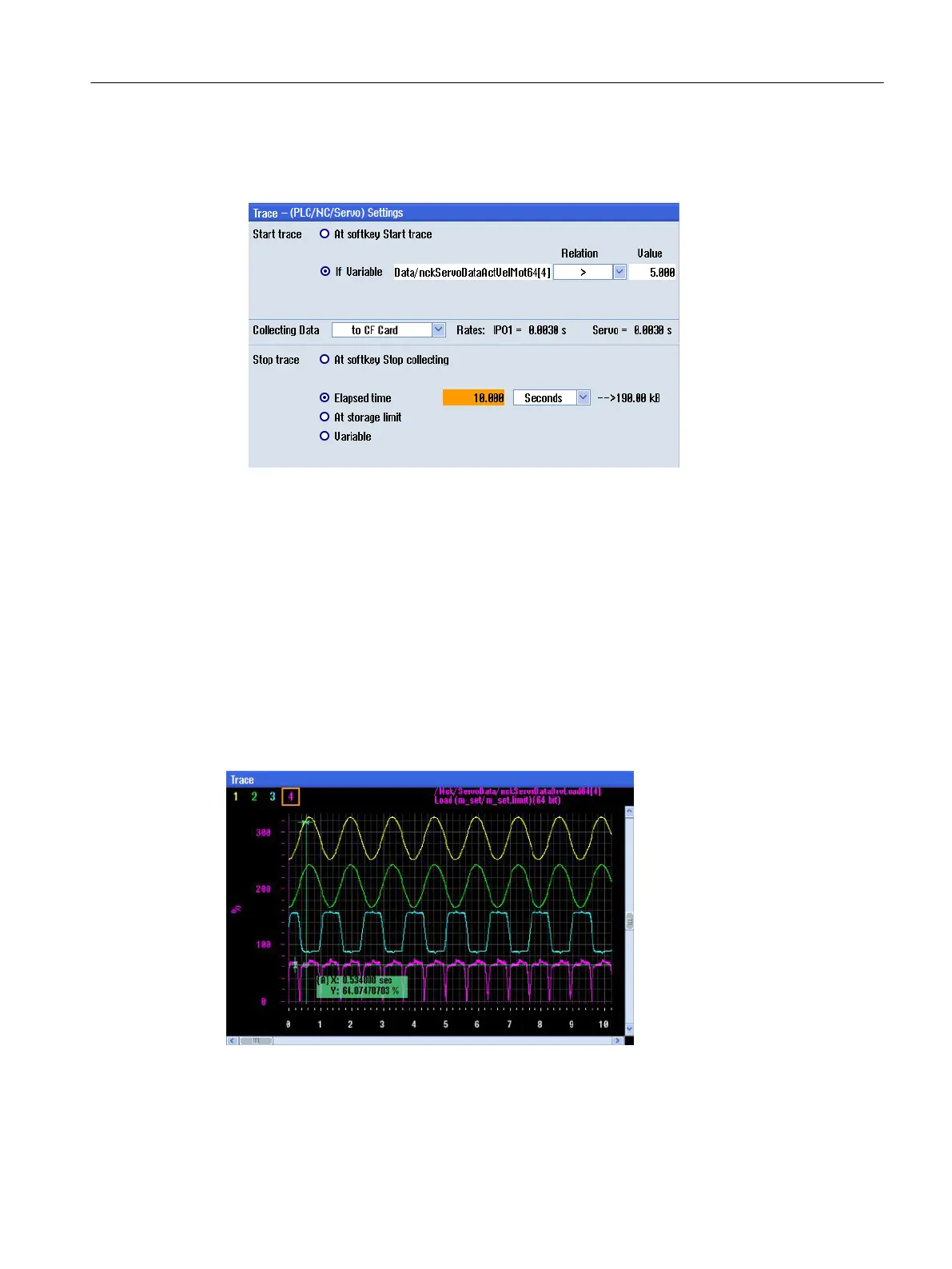
4. Use the "Settings" softkey to select the trace trigger, etc. The example shows a trace that
is initiated when the actual position exceeds five degrees. The trace is recorded for ten
seconds.
5. Start the trace and press <CYCLE START> on the machine control panel.
Examples
Because the load reaches
64% in the following example, the position-control acceleration can
be increased. Because the spindle can operate above the S1 curve during the tapping, it must
be guaranteed that the load does not reach 100% and so no alarms for contour monitoring are
issued.
1. To achieve optimum results, optimize MD35210 $MA_GEAR_STEP_POSCTRL_ACCEL
and MD32431 $MA_MAX_AX_JERK.
2. Also check the adaptable control range p1464, p1465 of the spindle.
Spindle: Load 64%
The following example shows the effect of increasing the position-control acceleration from
120 to 160; the
load then increases from 64% to 88%. If the application involves a pure tapping
machine, a test can be performed for which 100 holes are tapped. The trace recording is then
repeated to ensure that 100% load is never reached.
Tuning
6.5 Optimize the spindle
CNC commissioning
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 203

 Loading...
Loading...














