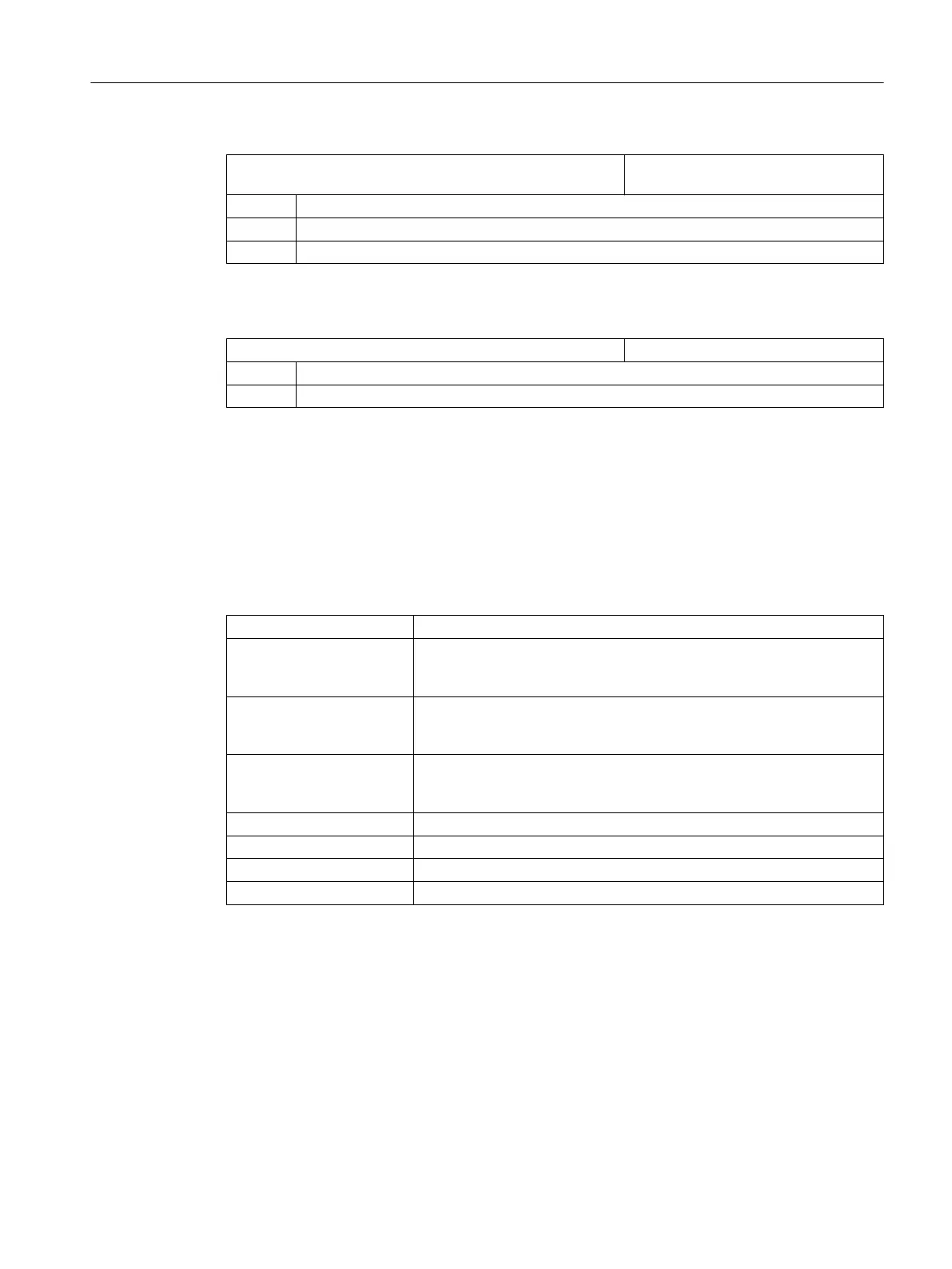
SD55483 $SCS_DRILL_TAPPING_SET_GG24[0] Setting tapping G group 24:
Precontrol
= 0 Precontrol, the same as before the cycle call (default value).
= 1 FFWON
= 2 FFWOF
Tapping (CYCLE84)
SD55484 $SCS_DRILL_TAPPING_SET_MC[0] Spindle operation for MCALL
= 0 For MCALL, reactivate spindle operation (default value).
= 1 For MCALL, remain in position controlled spindle operation.
7.3 Manufacturer cycles
7.3.1 Manufacturer cycles
The following cycles are also available in the cycle package for individual adaptation:
CUST_TECHCYC.SPF Manufacturer cycle for the adaptation of technology cycles.
CUST_800.SPF Manufacturer cycle for the adaptation of the swivel plane and the swivel
tool functions (CYCLE800), see Chapter "Manufacturer cycle
CUST_800.SPF (Page 159)".
CUST_832.SPF Manufacturer cycle
for the adaptation of the high speed settings function
(CYCLE832), see Chapter "Manufacturer cycle CUST_832.SPF
(Page 168)".
CUST_MEACYC.SPF
Manufacturer cycle for the adaptation of the measuring functions, see
Chapter "Manufacturer and user cycle CUST_MEACYC.SPF
(Page
173)".
CUST_T Cycle is used to track the T preparation after SERUPRO.
CUST_M6 Cycle is used to track the tool change after SERUPRO.
CUST_MULTICHAN
Manufacturer cycle for lathes with several channels
CUST_CLAMP Manufacturer's cycle for clamping elements
Configuring cycles
7.3 Manufacturer cycles
SINUMERIK Operate
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 81

 Loading...
Loading...














